
 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 薄膜分切机
薄膜分切机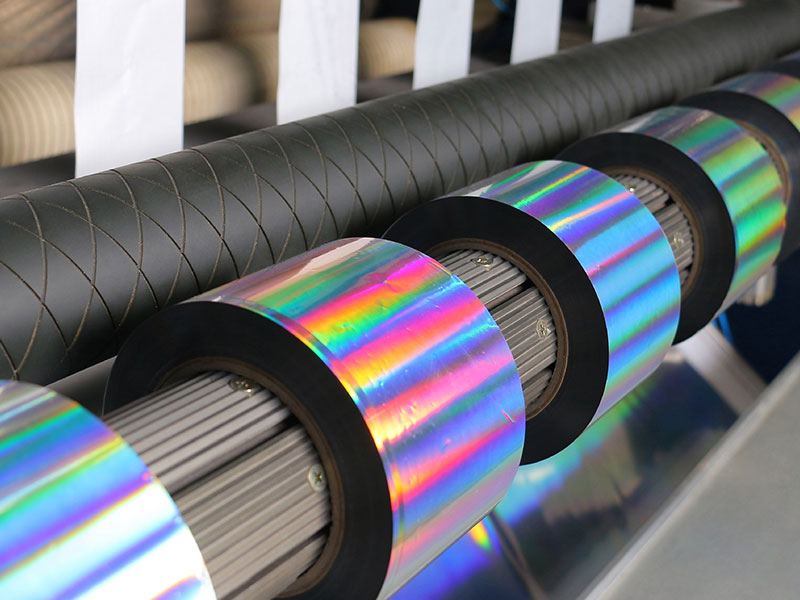 自动分切机
自动分切机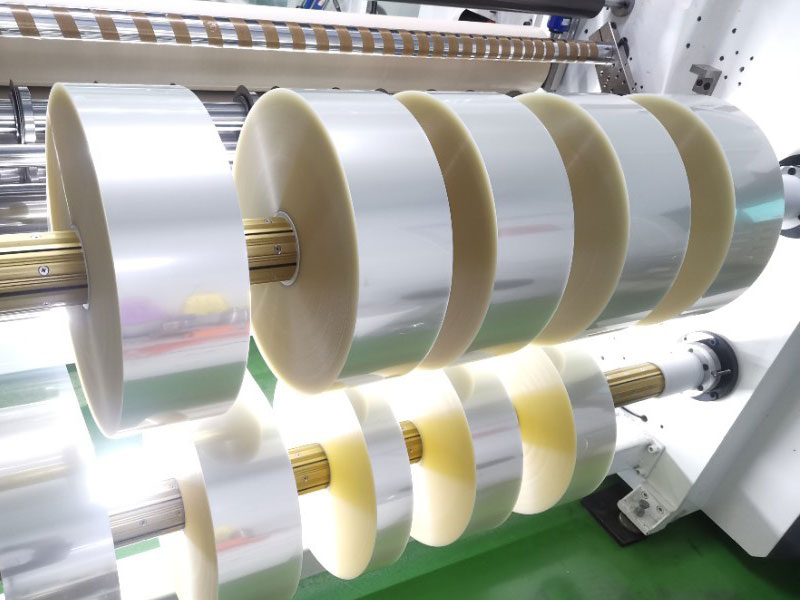 bopp薄膜分切机
bopp薄膜分切机 通用型分切机 1600
通用型分切机 1600服务热线
180-5003-0233
薄膜分切机的调试与优化是确保分切质量、提高生产效率的关键环节。以下是系统的调试与优化方法,供参考:
一、调试前的准备工作
1. 设备检查
◦ 确认机械部件(刀片、滚轴、张力辊等)无磨损、松动或污染。
◦ 检查气动/液压系统压力是否稳定,电气线路是否正常。
◦ 清洁设备,避免薄膜表面污染或划伤。
2. 材料准备
◦ 核对薄膜卷材的规格(宽度、厚度、材质)是否符合分切要求。
◦ 确保薄膜卷材无褶皱、气泡或杂质。
3. 参数预设
◦ 根据薄膜材质和分切宽度,预设分切速度、张力、刀片位置等参数(参考设备手册或历史数据)。
二、关键调试步骤
1. 刀片调整
• 刀片角度与间隙:
◦ 圆刀分切:刀片间隙通常为薄膜厚度的1.1~1.5倍,角度需平行于薄膜运行方向。
◦ 直刀分切:确保刀片垂直,避免偏斜导致毛边。
• 刀片锋利度:钝刀需及时更换,否则易产生拉丝或分层。
2. 张力控制
• 放卷张力:初始张力设为材料抗拉强度的10%~20%,过大会导致拉伸变形,过小会松卷。
• 收卷张力:通常比放卷张力高5%~10%,确保收卷紧实无滑移。
• 分段张力:若设备有多级张力控制,需逐级微调,避免突变造成薄膜抖动。
3. 纠偏系统(EPC)校准
• 调整光电传感器位置,确保其对准薄膜边缘。
• 测试纠偏响应速度,避免过度修正导致“锯齿边”。
4. 分切速度优化
• 从低速(如50m/min)开始分切,逐步提速,观察分切质量。
• 高速分切时需同步提高张力,并检查薄膜是否跑偏或抖动。
5. 收卷整齐度调整
• 使用压辊或接触式收卷时,调整压力均匀性,避免“菜心卷”或端面不平。
• 检查收卷轴与薄膜的平行度,偏差需控制在±0.1mm内。

三、常见问题及优化措施
| 问题现象 | 可能原因 | 优化方法 |
| 分切边缘毛刺/拉丝 | 刀片钝化、间隙过大 | 更换刀片,调整间隙至薄膜厚度的1.2倍 |
| 薄膜跑偏 | 纠偏失灵、辊筒不平行 | 清洁传感器,校准辊筒水平度 |
| 收卷端面不齐 | 张力不均、压辊压力不足 | 调整张力梯度,增加压辊压力 |
| 薄膜表面划伤 | 导辊污染或刀片摩擦 | 清洁导辊,检查刀片接触是否过紧 |
| 分切宽度误差 | 编码器误差或机械传动间隙 | 校准编码器,检查伺服电机同步性 |
四、高级优化技巧
1. 动态张力控制:
◦ 使用闭环张力控制系统,根据卷径变化自动调整张力(锥度张力控制)。
2. 温度控制:
◦ 对PE/PP等热敏材料,控制分切环境温度(20~25℃为宜),避免热变形。
3. 振动抑制:
◦ 高速分切时,加装减震装置或调整设备地基,减少机械振动影响。
4. 数据记录与分析:
◦ 记录每次调试参数与分切效果,建立工艺数据库,便于后续优化。

五、安全注意事项
• 调试时严禁戴手套操作旋转部件。
• 刀片更换需停机并锁定电源。
• 张力过高可能导致断膜飞溅,需佩戴防护面罩。
通过以上步骤的系统调试和持续优化,可显著提升薄膜分切的精度、效率及成品率。建议定期维护设备,并根据不同材料特性灵活调整工艺参数。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号