 定制型锂电材料分切机
定制型锂电材料分切机 全自动碳带分切机 RSDS8 PLUS
全自动碳带分切机 RSDS8 PLUS 修正带分切机
修正带分切机 铜箔分切机
铜箔分切机 新能源超薄膜分切机
新能源超薄膜分切机 烫金纸分切机
烫金纸分切机服务热线
180-5003-0233

本发明涉及印刷领域,特别是涉及一种覆膜分切机。
背景技术:
印品覆膜是对印品进行腹膜后再印刷的工艺,覆膜能提高印品光泽,增加印品美观,使印刷图案不易脱落。
现有的印刷覆膜和分切是由不同的设备完成的覆膜机主要包括送纸系统、除粉系统、涂布系统、贴合系统和收纸系统。分切工作由分切机完成。两种分开实施的制程会产生以下问题:
1、耗费人工,需要工人/机械进行转场搬运。
2、占用面积,两种机械需要占用大量的生产空间。
3、生产效率低,在两种分开的制程中间转运中间印品半成印品需要时间整理半成印品、装载半成印品、放置半成印品至分切机。
4、容易产生废品损耗,在两种分开的制程中间转运中间印品半成印品存在损耗风险。例如:转运过程中的工人不小心造成的人为印品损坏。
技术实现要素:
本发明要解决的技术问题是提供一种将覆膜和分切制程集成在一起,并能节约生产占地空间的覆膜分切机。
为解决上述技术问题本发明提供覆膜分切机,包括:送纸系统、除粉系统、涂布系统、贴合系统、分切系统和收纸系统;
送纸系统位于除粉系统的上方,印品依靠重力由送纸系统延竖直方向落入除粉系统,除粉时印品保持竖直方向运动,印品除粉后由弧形传送带将印品由竖直方向运动转化为水平方向运动进入贴合系统,涂布系统位于贴合系统的上方,印品离开贴合系统后进入分切系统,分切后的印品被送入收纸系统,收纸系统的水平高度低于分析系统。
进一步改进,送纸系统包括箱体、控制器、动力源、推板、挫纸装置和微风吸附传送带;
印品竖直放置在箱体中,推板将印品推向箱体的第一端,箱体侧壁具有卡纸凸部,箱体底部具有出纸口,微风吸附传送带设置在出纸口处。
进一步改进,分切系统与收纸系统之间的传送带位于分切系统的一端高于位于收纸系统的一端,高度差大于等于二分之一印品长度。
进一步改进,贴合系统3包括:贴合钢棍3-1和贴合胶辊3-2;
贴合钢棍3-1,与除粉系统2是由同一个动力单元同步传动,气缸通过摆杆和凸轮结构控制其是否与贴合胶辊3-2进行贴合,并控制贴合间隙;
贴合胶辊3-2,由单独的伺服电机提供旋转动力及转速,控制不同印品的转速微调。
进一步改进,分切系统5包括:旋转热刀5-1、调整部5-2、第一传动棍5-3、第二传动棍5-4、剥离棍5-5、压轮组5-6、张紧辊5-7、传动网带5-8、机壁板5-9和激光传感器5-10;
旋转热刀5-1,由单独的私服电机驱动,上旋转热刀5-1面安装着通电能发热的刀片,进行胶膜分切,旋转热刀5-1布置在调整部5-2上方;
调整部5-2,由偏心凸轮、自锁调整手柄、调整块组成,偏心凸轮连接调整块,调整块支撑印品,自锁调整手柄能驱动偏心凸轮进而实现调整块上下移动,根据印品的厚薄对传动网带5-8高低调整;
第一传动棍5-3,为被动棍由第二传动棍5-4带动,第一传动棍5-3布置在调整部5-2左侧;
第二传动棍5-4,为主动辊,第二传动棍5-4带动第一传动棍5-3、张紧辊5-7和传动网带5-8传递印刷品,第二传动棍5-4和贴合钢棍3-1是同一个动力驱动,第二传动棍5-4速度比贴合钢棍3-1快对印品形成绷紧,第二传动棍5-4布置在调整部5-2右侧,;
剥离棍5-5,是主动辊,剥离棍5-5和贴合钢棍3-1是同一个动力驱动,剥离棍5-5速度比贴合钢棍3-1快1.5倍,分切之前绷紧印品,分切后玻璃纸被输送至旋转热刀5-1,剥离棍5-5布置在第一传动棍5-3左侧;
压轮组5-6,由两组轮子组成,由气缸驱动的摆臂控制压轮组5-6是否压在剥离棍上,压轮组5-6位于剥离棍5-5上方;
张紧辊5-7,是被动棍,固定在由气缸控制的摆臂上,两端有限位光电传感器进行位置检测,当传动网带5-8发生位置偏移,触发限位光电传感器输出信号,气缸收到限位光电传感器启动保证传动网带5-8位置正确,张紧辊5-7位于第一传动棍5-3和第二传动棍5-4下方;
传动网带5-8,连接棍与棍之间的动力并传递动力;
机壁板5-9,机器的主体支撑部件;
激光传感器5-10,激光传感器5-10与旋转热刀5-1中心安装距是定值,激光传感器5-10采集印品信号发送给旋转热刀5-1的私服驱动电机,计算旋转热刀5-1下落实现分切。
进一步改进,涂布系统4包括:计量钢棍4-1、传胶钢辊4-2、传胶胶辊4-3、涂布计量钢棍4-4、涂布压胶辊4-5、胶盆4-6和喷胶系统4-7;
计量钢棍4-1,由模温机控制水的温度提供热量,无动力传动,能沿其定位轴前后调节,控制上胶量的大小;
传胶钢辊4-2,由模温机控制水的温度提供热量,由单独的电机提供动力传动,传胶钢辊4-2设置在计量钢棍4-1后方;
传胶胶辊4-3,由气缸控制上下运动,需上胶时传胶胶辊4-3向下运动与传胶钢辊4-2接触传递胶水,否则传胶胶辊4-3向上运动,由单独的电机提供动力传动,传胶胶辊4-3设置在传胶钢辊4-2和涂布计量钢棍4-4之间的上方;
涂布计量钢棍4-4,由模温机控制水的温度提供热量,由单独的私服电机提供动力传动,通过控制电机的转速控制传递到胶膜上胶水量,涂布计量钢棍4-4设置在传胶钢辊4-2后方;
涂布压胶辊4-5,胶膜经过之间涂布计量钢棍4-4和涂布压胶辊4-5之间,由气缸驱动伸缩控制摆臂带动涂布压胶辊4-5与涂布计量钢棍4-4贴合或分离,控制是否传递胶水到胶膜上;
胶盆4-6,收集多余的胶水,胶盆4-6设置在计量钢棍4-1、传胶钢辊4-2、和涂布计量钢棍4-4的下方;
喷胶系统4-7,设置在计量钢棍4-1和传胶钢辊4-2之间的上方,由检测胶水高度的传感器提供信号给上胶系统控制是否喷胶。
本发明具有以下技术效果:
1、节省人工,本发明实现覆膜和分切两道工艺在一台机器上完成,节约了人工。
2、占用生产面积小,两种机械需要占用大量的生产空间,本发明实现覆膜和分切两道工艺在一台机器上完成节约机器所需要占用的生产面积。并且,本发明的送纸系统和处分系统采用立式布局,涂布系统和贴合系统采用立式布局进一步节约了生产空间。
3、提高生产效率。本发明实现覆膜和分切两道工艺在一台机器上完成,节省了要工人/机械进行转场搬运的时间,并且由于不需要转场搬运也节约了转场搬运时所需要的机械工具。
4、提高产品合格率,本发明实现覆膜和分切两道工艺在一台机器上完成,避免在两种分开的制程中间转运中间印品半成印品存在损耗风险。例如:转运过程中的工人不小心造成的人为印品损坏。
附图说明
下面结合附图与具体实施方式对本发明作进一步详细的说明:
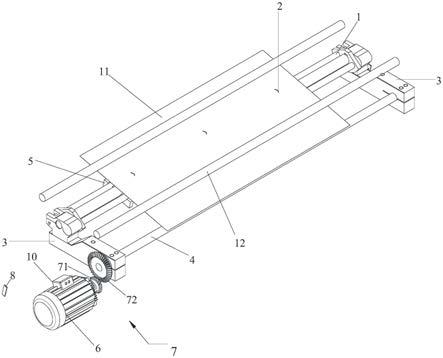
图1是本发明的整体结构示意图。
图2是本发明的局部结构示意图一。
图3是本发明的局部结构示意图二。
图4是本发明的局部结构示意图三。
附图标记说明
送纸系统1
除粉系统2
贴合系统3
涂布系统4
分切系统5
收纸系统6
贴合钢棍3-1
贴合胶辊3-2
计量钢棍4-1
传胶钢辊4-2
传胶胶辊4-3
涂布计量钢棍4-4
涂布压胶辊4-5
胶盆4-6
喷胶系统4-7
旋转热刀5-1
调整部5-2
第一传动棍5-3
第二传动棍5-4
剥离棍5-5
压轮组5-6
张紧辊5-7
传动网带5-8
机壁板5-9
激光传感器5-10
具体实施方式
如图1所示,本发明提供覆膜分切机,包括:送纸系统、除粉系统、涂布系统、贴合系统、分切系统和收纸系统;
送纸系统位于除粉系统的上方,印品依靠重力由送纸系统延竖直方向落入除粉系统,除粉时印品保持竖直方向运动,印品除粉后由弧形传送带将印品由竖直方向运动转化为水平方向运动进入贴合系统,涂布系统位于贴合系统的上方,印品离开贴合系统后进入分切系统,分切后的印品被送入收纸系统,收纸系统的水平高度低于分析系统。
进一步改进,送纸系统包括箱体、控制器、动力源、推板、挫纸装置和微风吸附传送带;
印品竖直放置在箱体中,推板将印品推向箱体的第一端,箱体侧壁具有卡纸凸部,印品被推板的推向卡纸凸部,印品到达箱体底部出纸口上方时控制器控制挫纸装置将印品向箱体底部出纸口挫送,印品离开箱体后控制器控制微风吸附传送带吸风,印品仅受竖直方向的重力和竖直方向挫纸装置的挫送力,因此在水平方向仅用很小的力就能控制印品在水平方向的运动将印品吸附在微风传送带上,依靠重力印品沿微风传送带滑落至除粉装置,相应的印品在除粉装置中也是竖直方向运动,印品离开除粉系统后沿弧形微分传送带滑落至于水平传送带,然后进入贴合系统。在竖直状态下,除粉系统的效果更好,离开印品的尘粉由于印品是竖直方向运动不会再次沉积在印品上。当然,理想状态下不设置挫纸装置仅依靠重力印品也能从箱体中滑落被微风吸附传送带传送,只仅依靠重力滑落效率较低。
进一步改进,分切系统与收纸系统之间的传送带位于分切系统的一端高于位于收纸系统的一端,高度差大于等于二分之一印品长度。
如图2所示,贴合系统3包括:贴合钢棍3-1和贴合胶辊3-2;
贴合钢棍3-1,与除粉系统2是由同一个动力单元同步传动,气缸通过摆杆和凸轮结构控制其是否与贴合胶辊3-2进行贴合,并控制贴合间隙;
贴合胶辊3-2,由单独的伺服电机提供旋转动力及转速,控制不同印品的转速微调。
如图3所示,涂布系统4包括:计量钢棍4-1、传胶钢辊4-2、传胶胶辊4-3、涂布计量钢棍4-4、涂布压胶辊4-5、胶盆4-6和喷胶系统4-7;
计量钢棍4-1,由模温机控制水的温度提供热量,无动力传动,能沿其定位轴前后调节,控制上胶量的大小;
传胶钢辊4-2,由模温机控制水的温度提供热量,由单独的电机提供动力传动,传胶钢辊4-2设置在计量钢棍4-1后方;
传胶胶辊4-3,由气缸控制上下运动,需上胶时传胶胶辊4-3向下运动与传胶钢辊4-2接触传递胶水,否则传胶胶辊4-3向上运动,由单独的电机提供动力传动,传胶胶辊4-3设置在传胶钢辊4-2和涂布计量钢棍4-4之间的上方;
涂布计量钢棍4-4,由模温机控制水的温度提供热量,由单独的私服电机提供动力传动,通过控制电机的转速控制传递到胶膜上胶水量,涂布计量钢棍4-4设置在传胶钢辊4-2后方;
涂布压胶辊4-5,胶膜经过之间涂布计量钢棍4-4和涂布压胶辊4-5之间,由气缸驱动伸缩控制摆臂带动涂布压胶辊4-5与涂布计量钢棍4-4贴合或分离,控制是否传递胶水到胶膜上;
胶盆4-6,收集多余的胶水,胶盆4-6设置在计量钢棍4-1、传胶钢辊4-2、和涂布计量钢棍4-4的下方;
喷胶系统4-7,设置在计量钢棍4-1和传胶钢辊4-2之间的上方,由检测胶水高度的传感器提供信号给上胶系统控制是否喷胶。
如图4所示,分切系统5包括:旋转热刀5-1、调整部5-2、第一传动棍5-3、第二传动棍5-4、剥离棍5-5、压轮组5-6、张紧辊5-7、传动网带5-8、机壁板5-9和激光传感器5-10;
旋转热刀5-1,由单独的私服电机驱动,上旋转热刀5-1面安装着通电能发热的刀片,进行胶膜分切,旋转热刀5-1布置在调整部5-2上方;
调整部5-2,由偏心凸轮、自锁调整手柄、调整块组成,偏心凸轮连接调整块,调整块支撑印品,自锁调整手柄能驱动偏心凸轮进而实现调整块上下移动,根据印品的厚薄对传动网带5-8高低调整;
第一传动棍5-3,为被动棍由第二传动棍5-4带动,第一传动棍5-3布置在调整部5-2左侧;
第二传动棍5-4,为主动辊,第二传动棍5-4带动第一传动棍5-3、张紧辊5-7和传动网带5-8传递印刷品,第二传动棍5-4和贴合钢棍3-1是同一个动力驱动,第二传动棍5-4速度比贴合钢棍3-1快对印品形成绷紧,第二传动棍5-4布置在调整部5-2右侧;
剥离棍5-5,是主动辊,剥离棍5-5和贴合钢棍3-1是同一个动力驱动,剥离棍5-5速度比贴合钢棍3-1快1.5倍,分切之前绷紧印品,分切后玻璃纸被输送至旋转热刀5-1,剥离棍5-5布置在第一传动棍5-3左侧;
压轮组5-6,由两组轮子组成,由气缸驱动的摆臂控制压轮组5-6是否压在剥离棍上,压轮组5-6位于剥离棍5-5上方;
张紧辊5-7,是被动棍,固定在由气缸控制的摆臂上,两端有限位光电传感器进行位置检测,当传动网带5-8发生位置偏移,触发限位光电传感器输出信号,气缸收到限位光电传感器启动保证传动网带5-8位置正确,张紧辊5-7位于第一传动棍5-3和第二传动棍5-4下方;
传动网带5-8,连接棍与棍之间的动力并传递动力;
机壁板5-9,机器的主体支撑部件;
激光传感器5-10,激光传感器5-10与旋转热刀5-1中心安装距是定值,激光传感器5-10采集印品信号发送给旋转热刀5-1的私服驱动电机,计算旋转热刀5-1下落实现分切。
以上通过具体实施方式和实施例对本发明进行了详细的说明,但这些并非构成对本发明的限制。在不脱离本发明原理的情况下,本领域的技术人员还可做出许多变形和改进,这些也应视为本发明的保护范围。
技术特征:
技术总结
本发明公开了一种覆膜分切机,包括:送纸系统位于除粉系统的上方,印品依靠重力由送纸系统延竖直方向落入除粉系统,除粉时印品保持竖直方向运动,印品除粉后由弧形传送带将印品由竖直方向运动转化为水平方向运动进入贴合系统,涂布系统位于贴合系统的上方,印品离开贴合系统后进入分切系统,分切后的印品被送入收纸系统,收纸系统的水平高度低于分析系统。本发明占用生产面积小,能节省人工提高生产效率,能提高产品合格率。
技术研发人员:吕海刚;闫世彬
受保护的技术使用者:盐城东科机械科技有限公司
技术研发日:2017.05.26
技术公布日:2017.09.15



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号