 定制型锂电材料分切机
定制型锂电材料分切机 全自动碳带分切机 RSDS8 PLUS
全自动碳带分切机 RSDS8 PLUS 修正带分切机
修正带分切机 铜箔分切机
铜箔分切机 新能源超薄膜分切机
新能源超薄膜分切机 烫金纸分切机
烫金纸分切机服务热线
180-5003-0233

本实用新型涉及分切装置设备科技技术领域,具体为一种锂离子电池极片加工用分切装置。
背景技术:
目前市场上锂离子电池极片的生产主要是通过分切机切割生产,将锂离子电池极片放在工作台上,使用机械手进行固定后,进行切割工作,传统的锂离子电池极片切割装置,效率比较低,切割误差大,自动化程度低,不但增加了员工的工作量,而且严重影响企业的生产效率。
为了解决目前市场上所存在的缺点,急需改善分切装置的技术,能够更好的保证分切装置的高效作业,促进锂离子电池行业的发展。
技术实现要素:
本实用新型解决的技术问题在于克服现有技术的传统的锂离子电池极片切割装置,效率比较低,切割误差大,自动化程度低,不但增加了员工的工作量,而且严重影响企业的生产效率等缺陷,提供一种锂离子电池极片加工用分切装置。所述第三伺服电机和位移传感器具有实现距离定位准确,分切精度、质量提高显著,可相邻固定装置之间的间距,使其满足所要生产的产品的规格,自动化程度高,更节省人力和时间,产量大大提高等特点。
为实现上述目的,本实用新型提供如下技术方案:一种锂离子电池极片加工用分切装置,包括第一伺服电机、转轴、导轮、第二联轴器、伸缩杆、第二切片和支撑杆,所述第一伺服电机右侧设置有第一联轴器,且第一伺服电机下侧设置有底座,所述转轴右侧设置有第一切片,且转轴左侧设置有第一轴承,所述导轮右侧设置有固定装置,且导轮左侧设置有丝杆,同时丝杆表面设置有螺纹,所述第二联轴器左侧设置有第二轴承,且第二联轴器右侧设置有第二伺服电机,所述伸缩杆左侧设置有第三伺服电机,且伸缩杆右侧设置有伸缩气缸,同时伸缩气缸上侧设置有单片机,所述第二切片右侧设置有连杆,且连杆上侧设置有支撑架,同时支撑架与滑轮连接在一起,所述支撑杆下侧设置有位移传感器,且支撑杆左侧设置有安装架。
优选的,所述第一伺服电机通过第一联轴器和第一轴承与转轴安装在一起,且第一伺服电机、第二伺服电机和第三伺服电机的型号均为90ST-M02430。
优选的,所述丝杆通过第二轴承固定在安装架上,且丝杆表面开设的螺纹与固定装置内部的螺纹相适配。
优选的,所述导轮均匀设置为多组,且导轮通过左右两侧的固定装置进行固定,同时导轮为左右移动结构。
优选的,所述第二伺服电机通过第二轴承和第二联轴器与丝杆连接在一起,且第二伺服电机通过支架安装在底座上。
优选的,所述伸缩气缸与伸缩杆是一体结构,且伸缩气缸的型号为SC63-100-EU。
优选的,所述伸缩杆与第三伺服电机固定安装在一起,且安装架表面开设有与伸缩杆相适配的通孔。
优选的,所述第三伺服电机上下两侧通过滑轮滑接在支撑架表面,且第三伺服电机为左右移动结构,同时第三伺服电机通过连杆与第二切片安装在一起。
优选的,所述位移传感器安装在支撑杆下部,且位移传感器与单片机电性连接在一起,同时位移传感器的型号为FST400-1000,单片机的型号为AT89S51系列单片机。
与现有技术相比,本实用新型的有益效果是:该锂离子电池极片加工用分切装置,结构设置合理,伸缩气缸通过伸缩杆对第三伺服电机进行推拉工作,从而实现对第一切片和第二切片的轴向间距进行调节,通过位移传感器,实现距离定位准确,不存在累加误差,分切产品尺寸波动较小,分切精度、质量提高显著,可相邻固定装置之间的间距,使其满足所要生产的产品的规格,更节省人力和时间,产量大大提高,能够更好的保证分切装置的高效作业,促进锂离子电池行业的发展。
附图说明
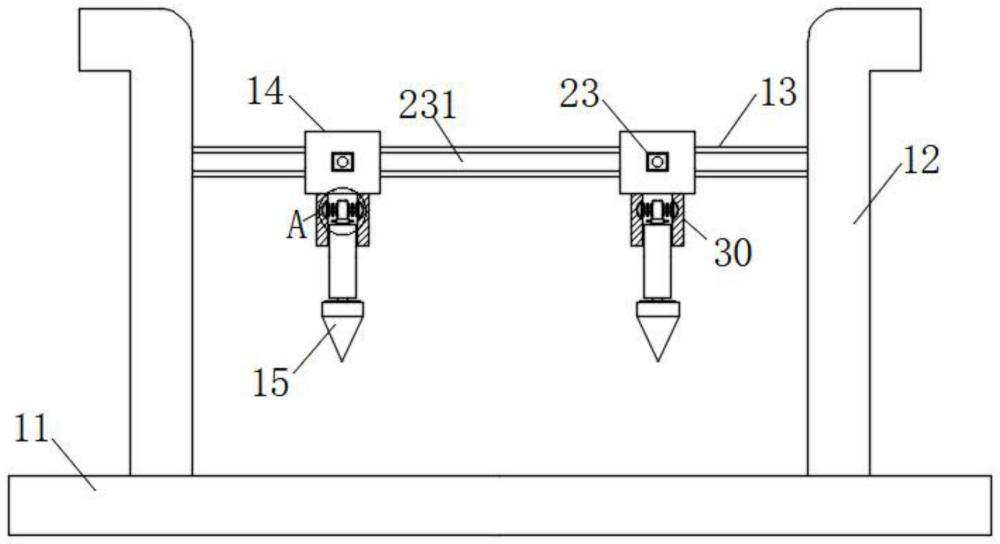
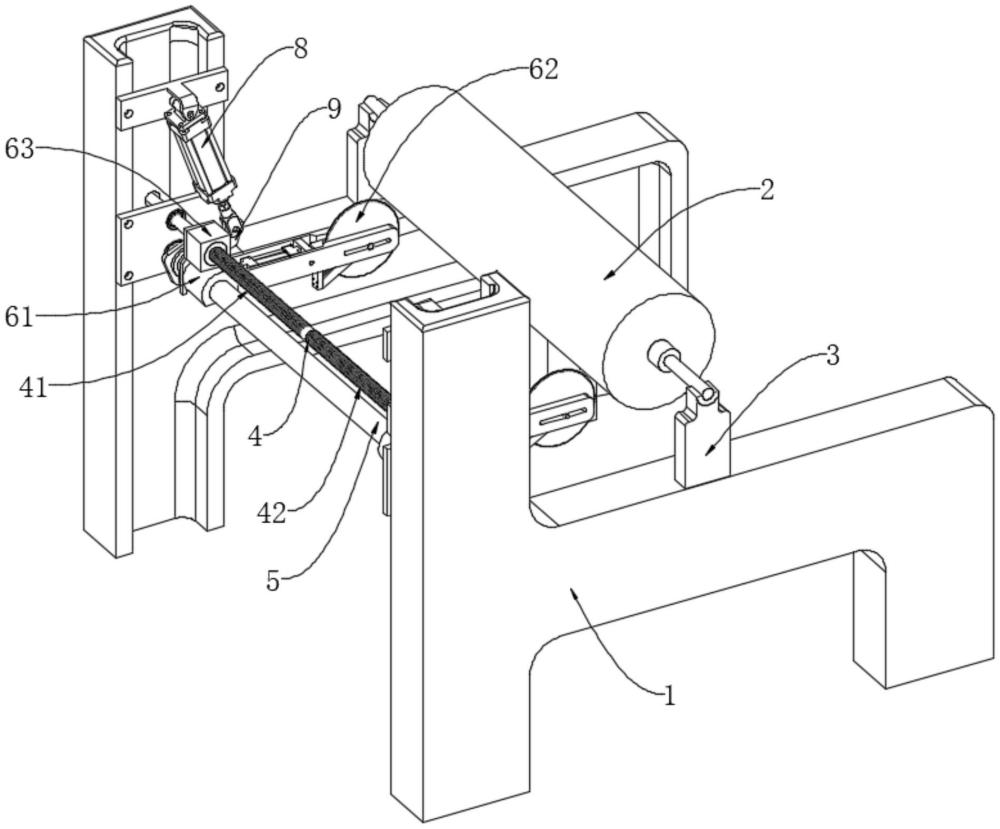
图1为本实用新型结构正视示意图;
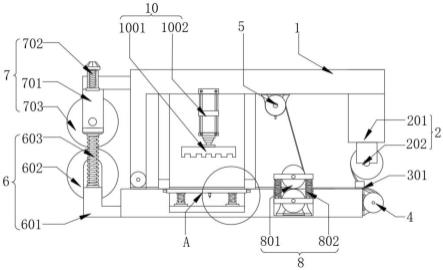
图2为本实用新型结构支撑架和滑轮剖面图;
图3为本实用新型结构伸缩气缸和第三伺服电机示意图。
图中标号:1、底座,2、第一伺服电机,3、第一联轴器,4、第一轴承,5、转轴,6、第一切片,7、丝杆,8、导轮,9、固定装置,10、螺纹,11、第二轴承,12、第二联轴器,13、第二伺服电机,14、伸缩气缸,15、伸缩杆,16、单片机,17、第三伺服电机,18、滑轮,19、连杆,20、支撑架,21、位移传感器,22、第二切片,23、支撑杆,24、安装架。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1-3,本实用新型提供一种技术方案:一种锂离子电池极片加工用分切装置,包括第一伺服电机2、转轴5、导轮8、第二联轴器12、伸缩杆15、第二切片22和支撑杆23,第一伺服电机2右侧设置有第一联轴器3,且第一伺服电机2下侧设置有底座1,第一伺服电机2通过第一联轴器3和第一轴承4与转轴5安装在一起,且第一伺服电机2、第二伺服电机13和第三伺服电机17的型号均为90ST-M02430,转轴5右侧设置有第一切片6,且转轴5左侧设置有第一轴承4,导轮8右侧设置有固定装置9,且导轮8左侧设置有丝杆7,同时丝杆7表面设置有螺纹10,导轮8均匀设置为多组,且导轮8通过左右两侧的固定装置9进行固定,同时导轮8为左右移动结构,丝杆7通过第二轴承11固定在安装架24上,且丝杆7表面开设的螺纹10与固定装置9内部的螺纹10相适配,第二联轴器12左侧设置有第二轴承11,且第二联轴器12右侧设置有第二伺服电机13,第二伺服电机13通过第二轴承11和第二联轴器12与丝杆7连接在一起,且第二伺服电机13通过支架安装在底座1上,伸缩杆15左侧设置有第三伺服电机17,且伸缩杆15右侧设置有伸缩气缸14,同时伸缩气缸14上侧设置有单片机16,伸缩杆15与第三伺服电机17固定安装在一起,且安装架24表面开设有与伸缩杆15相适配的通孔,第三伺服电机17上下两侧通过滑轮18滑接在支撑架20表面,且第三伺服电机17为左右移动结构,同时第三伺服电机17通过连杆19与第二切片22安装在一起,伸缩气缸14与伸缩杆15是一体结构,且伸缩气缸14的型号为SC63-100-EU,第二切片22右侧设置有连杆19,且连杆19上侧设置有支撑架20,同时支撑架20与滑轮18连接在一起,支撑杆23下侧设置有位移传感器21,且支撑杆23左侧设置有安装架24,位移传感器21安装在支撑杆23下部,且位移传感器21与单片机16电性连接在一起,同时位移传感器21的型号为FST400-1000,单片机16的型号为AT89S51系列单片机,将待切割的锂离子电池极片放在导轮8表面,相邻导轮8之间的距离可以通过螺接在丝杆7表面的固定装置9进行调节,通过调节相邻导轮8之间的距离,可以实现切割不同规格不同尺寸的锂离子电池极片,通过打开第二伺服电机13,第二伺服电机13转动通过第二轴承11和第二联轴器12带动丝杆7进行转动,可将放置在导轮8表面的锂离子电池极片在切割的过程中进行移动,提高了生产效率;
第一伺服电机2转动,通过第一联轴器3和第一轴承4带动转轴5转动,转轴5带动第一切片6转动,对放置在导轮8表面的锂离子电池极片进行切割,支撑杆23下端的位移传感器21用于测定第一切片6和第二切片22的轴向间距,通过单片机16预先设置好的轴向间距信息,单片机16将信号传递给伸缩气缸14,伸缩气缸14通过伸缩杆15对第三伺服电机17进行推拉工作,从而实现对第一切片6和第二切片22的轴向间距进行调节;
第三伺服电机17上下通过滑轮18在支撑架20滑动,方便第三伺服电机17进行左右移动,实现环形刀片的精确定位,不需要手动进行调节,通过位移传感器21,实现距离定位准确,不存在累加误差,分切产品尺寸波动较小,分切精度、质量提高显著,可相邻固定装置9之间的间距,使其满足所要生产的产品的规格,更节省人力和时间,产量大大提高。
工作原理:在使用该锂离子电池极片加工用分切装置时,将待切割的锂离子电池极片放在导轮8表面,相邻导轮8之间的距离可以通过螺接在丝杆7表面的固定装置9进行调节,通过调节相邻导轮8之间的距离,可以实现切割不同规格不同尺寸的锂离子电池极片,通过打开第二伺服电机13,第二伺服电机13转动通过第二轴承11和第二联轴器12带动丝杆7进行转动,可将放置在导轮8表面的锂离子电池极片在切割的过程中进行移动,提高了生产效率,第一伺服电机2转动,通过第一联轴器3和第一轴承4带动转轴5转动,转轴5带动第一切片6转动,对放置在导轮8表面的锂离子电池极片进行切割,使用机械手将锂离子电池极片进行固定后,进行切割工作,支撑杆23下端的位移传感器21用于测定第一切片6和第二切片22的轴向间距,切割装置外部设置了防尘罩,防止碎屑四溅,图上未画出,通过单片机16预先设置好的轴向间距信息,单片机16将信号传递给伸缩气缸14,伸缩气缸14通过伸缩杆15对第三伺服电机17进行推拉工作,从而实现对第一切片6和第二切片22的轴向间距进行调节,第三伺服电机17上下通过滑轮18在支撑架20滑动,方便第三伺服电机17进行左右移动,实现环形刀片的精确定位,不需要手动进行调节,通过位移传感器21,实现距离定位准确,不存在累加误差,分切产品尺寸波动较小,分切精度、质量提高显著,可相邻固定装置9之间的间距,使其满足所要生产的产品的规格,自动化程度高,更节省人力和时间,产量大大提高,这就是该锂离子电池极片加工用分切装置工作的整个过程。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种锂离子电池极片加工用分切装置,包括第一伺服电机(2)、转轴(5)、导轮(8)、第二联轴器(12)、伸缩杆(15)、第二切片(22)和支撑杆(23),其特征在于:所述第一伺服电机(2)右侧设置有第一联轴器(3),且第一伺服电机(2)下侧设置有底座(1),所述转轴(5)右侧设置有第一切片(6),且转轴(5)左侧设置有第一轴承(4),所述导轮(8)右侧设置有固定装置(9),且导轮(8)左侧设置有丝杆(7),同时丝杆(7)表面设置有螺纹(10),所述第二联轴器(12)左侧设置有第二轴承(11),且第二联轴器(12)右侧设置有第二伺服电机(13),所述伸缩杆(15)左侧设置有第三伺服电机(17),且伸缩杆(15)右侧设置有伸缩气缸(14),同时伸缩气缸(14)上侧设置有单片机(16),所述第二切片(22)右侧设置有连杆(19),且连杆(19)上侧设置有支撑架(20),同时支撑架(20)与滑轮(18)连接在一起,所述支撑杆(23)下侧设置有位移传感器(21),且支撑杆(23)左侧设置有安装架(24)。
2.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述第一伺服电机(2)通过第一联轴器(3)和第一轴承(4)与转轴(5)安装在一起,且第一伺服电机(2)、第二伺服电机(13)和第三伺服电机(17)的型号均为90ST-M02430。
3.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述丝杆(7)通过第二轴承(11)固定在安装架(24)上,且丝杆(7)表面开设的螺纹(10)与固定装置(9)内部的螺纹(10)相适配。
4.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述导轮(8)均匀设置为多组,且导轮(8)通过左右两侧的固定装置(9)进行固定,同时导轮(8)为左右移动结构。
5.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述第二伺服电机(13)通过第二轴承(11)和第二联轴器(12)与丝杆(7)连接在一起,且第二伺服电机(13)通过支架安装在底座(1)上。
6.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述伸缩气缸(14)与伸缩杆(15)是一体结构,且伸缩气缸(14)的型号为SC63-100-EU。
7.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述伸缩杆(15)与第三伺服电机(17)固定安装在一起,且安装架(24)表面开设有与伸缩杆(15)相适配的通孔。
8.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述第三伺服电机(17)上下两侧通过滑轮(18)滑接在支撑架(20)表面,且第三伺服电机(17)为左右移动结构,同时第三伺服电机(17)通过连杆(19)与第二切片(22)安装在一起。
9.根据权利要求1所述的一种锂离子电池极片加工用分切装置,其特征在于:所述位移传感器(21)安装在支撑杆(23)下部,且位移传感器(21)与单片机(16)电性连接在一起,同时位移传感器(21)的型号为FST400-1000,单片机(16)的型号为AT89S51系列单片机。
技术总结
本实用新型公开了一种锂离子电池极片加工用分切装置,包括第一伺服电机、转轴、导轮、第二联轴器、伸缩杆、第二切片和支撑杆,所述第一伺服电机右侧设置有第一联轴器,且第一伺服电机下侧设置有底座,所述转轴右侧设置有第一切片,且转轴左侧设置有第一轴承,所述导轮右侧设置有固定装置,且导轮左侧设置有丝杆,同时丝杆表面设置有螺纹,所述第二联轴器左侧设置有第二轴承,且第二联轴器右侧设置有第二伺服电机,所述伸缩杆左侧设置有第三伺服电机。该锂离子电池极片加工用分切装置,结构设置合理,使其满足所要生产的产品的规格,更节省人力和时间,产量大大提高,能够更好的保证分切装置的高效作业,促进锂离子电池行业的发展。
技术研发人员:刘念平;李涛
受保护的技术使用者:上海普澜特夫精细化工有限公司
技术研发日:2018.10.10
技术公布日:2019.04.26



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号