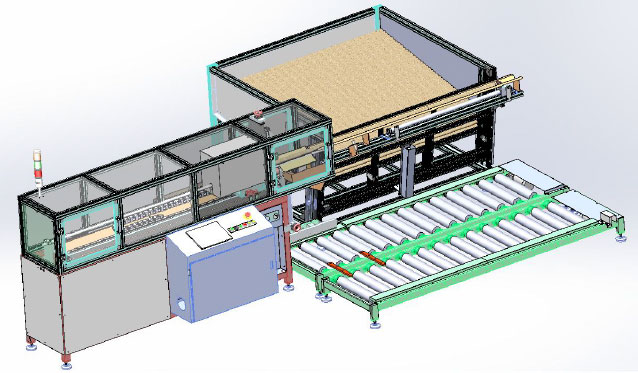


 全自动切管机 PCA-1500
全自动切管机 PCA-1500 装管机 PCL-1200
装管机 PCL-1200 半自动切管机 PCS-1500
半自动切管机 PCS-1500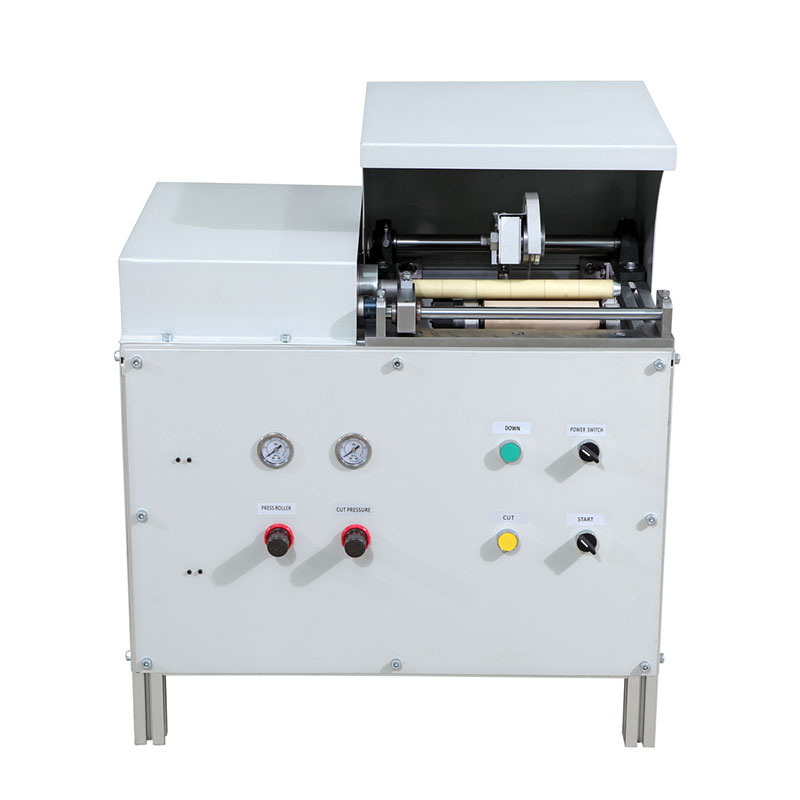 手动切管机 PCM-1000
手动切管机 PCM-1000 自动上下料的切纸管机
自动上下料的切纸管机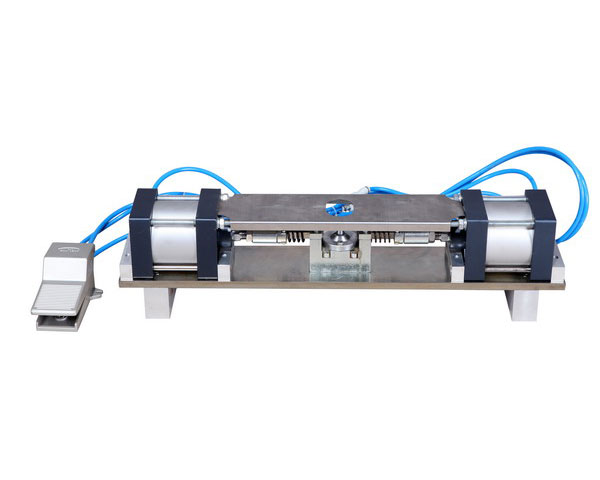 纸管冲孔机
纸管冲孔机服务热线
180-5003-0233

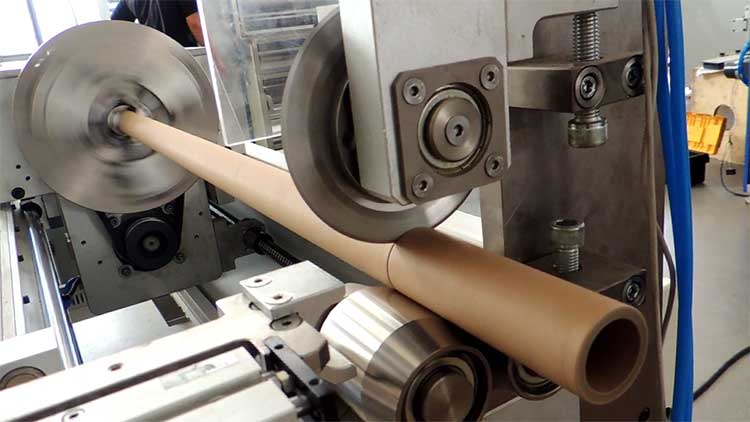
本实用新型涉及三轴纸管精切机及其切刀机构,更具体的说,它涉及一种三轴全自动调刀定位多刀纸管精切机及其切刀机构。
背景技术:
目前市场上使用的多刀纸管切管机,都是单模具轴心设计,切完一条纸管后,要把精切好的纸管卸完后,再重新安装一条纸管,再裁切;也有一些是多刀裁切的,而且安装的刀比较多,还有每把刀之间的距离都是靠手动来调刀定位,刀距位置就存在有较大的人为误差可能;把一条较长的纸管精切成多段较短的纸管时,裁切的数量受安装的切刀的数量限制,例如:一条和模具长度一样长的纸管,可以按要求切成20段短的纸管,但标配只有10把切刀,结果只能拿二分一长度的长纸管来切成10段短纸管。所以说切管数量受到切刀的限制。
技术实现要素:
针对现有技术存在的不足,本实用新型涉及一种三轴全自动调刀定位多刀纸管精切机机构,应用于有轴纸管精切的切刀安装方法,包括主机架装置、切管装置、PLC控制系统。其特征是,所述的机架设有自动纸管装管装置,自动切管装置和自动卸管装置;所述的自动切管装置要有两个以上,各个切管装置沿直线排列装置在主机架上,各个切管装置由PLC控制独立移动;所述的PLC控制系统是驱动切管装置自动移动,驱动切刀自动进刀和退刀。此实用新型全自动调刀定位多刀纸管精切机切刀机构,是多把切刀由数字控制自动调刀定位,调好位置后,可以循环同步走刀去实现切割动作,再次启动切管,切刀装置根据数字设定走刀定位。配合自动装管动作和自动卸管动作,可现实高度自动化,其效率高,操作方便。
为实现上述目的,本实用新型提供了如下技术方案:一种三轴全自动调刀定位多刀纸管精切机机构,包括主机架装置、切管装置和PLC控制系统,其特征包括所述的主机架装置上还有模具转盘装置,装管装置和卸管装置。
优选为,所述模具转盘装置包括:转盘驱动电机,分割器,工位转盘,切管模具,纸管,卸料套,驱动,驱动是一个三等分的分割器,工位转盘安装在分割器上,带动切管模具形成一个三工位的转盘机构,即是自动装管装置,自动多刀切管装置,自动卸管装置;自动装管装置,有:装管上料架,装管送料滚珠丝杆,装管送料滚珠螺母,装管送料滑块,装管送料道轨,装管送料滑块定位板,装管送料推管板,导管槽,所述的装管装置,由系统设定自动送纸管到导管槽上,由驱动、装管送料滚珠螺母、装管送料滑块、装管送料道轨、装管送料滑块定位板、装管送料推管板组成一个送管滑动平台,当纸管滑动到导管槽上时,装管伺服电机驱动送管滑台,把纸管安装在模具上。自动卸管装置包括卸管伺服电机,卸管滚珠丝杆,卸管滚珠螺母,卸管送料道轨底板,卸管送料道轨,卸管送料滑块,卸管送料滑块定位板,卸管送料臂,卸管输送架,所述的卸管滚珠丝杆,卸管滚珠螺母,卸管送料道轨底板,卸管送料道轨,卸管送料滑块,卸管送料滑块定位板,卸管送料臂组成一个卸管滑动平台,卸管伺服电机驱动卸管滑动平台,卸管送料臂套在卸管套上,把模具上已经切好的纸管在模具上卸出来,送到卸管输送架上。
优选为,所述切管装置包括:切刀安装座;设置在所述切刀安装座上的切刀机构;设置在所述切刀安装座上、与所述切刀安装座相连接切刀安装座移动装置;以及与所述切刀机构、所述切刀安装座移动装置相连接控制器;所述切刀安装座移动装置包括:设置在所述切刀安装座下的滚珠螺母安装壳;设置在所述滚珠螺母安装壳内的滚珠螺母;穿过所述滚珠螺母与所述滚珠螺母相配合连接的滚珠丝杆;所述滚珠丝杆两端固定而无法转动;设置在所述滚珠丝杆两侧的滑动轨道;设置在所述切刀安装座移动装置上与所述滑动轨道相配合的滑块;设置在所述切刀安装座下的驱动装置;与所述驱动装置传动连接的第一同步轮;与所述滚珠螺母传动连接的第二同步轮;设置在所述第一同步轮与所述第二同步轮之间的同步皮带相连;所述切刀机构包括:设置在所述切刀安装座上的第二滑动轨道;与所述第二滑动轨道相连接的切刀安装板;设置在所述切刀安装板上的切刀组件;设置在所述切刀安装座上的第二驱动装置;设置在所述切刀安装座上的滚珠丝杆;套装在所述丝杆上、且与所述滚珠丝杆相配合连接的驱动套壳;所述驱动套壳与切刀安装板固定连接;与所述滚珠丝杆传动连接的第三同步轮;与所述第二驱动装置传动连接的第四同步轮;设置在所述第三同步轮与所述第四同步轮之间的第二同步皮带;所述驱动装置和第二驱动装置分别为伺服电机和第二伺服电机;所述切刀组件包括:设置在所述切刀安装板上的上切刀组件;以及设置在所述切刀安装板上的下切刀组件。
一种全自动调刀定位多刀纸管精切机切刀机构,其特征在于,所述全自动调刀定位多刀纸管精切机切刀机构包括:
切刀安装座;
设置在所述切刀安装座上的切刀机构;
设置在所述切刀安装座上、与所述切刀安装座相连接切刀安装座移动装置;
以及与所述切刀机构、所述切刀安装座移动装置相连接控制器;
所述切刀安装座移动装置包括:
设置在所述切刀安装座下表面上的滚珠螺母安装壳;
设置在所述滚珠螺母安装壳内的滚珠螺母;
穿过所述滚珠螺母与所述滚珠螺母相配合连接的滚珠丝杆;所述滚珠丝杆两端固定而无法转动;
设置在所述滚珠丝杆两侧的滑动轨道;
设置在所述切刀安装座移动装置下表面上、与所述滑动轨道相配合的滑块;
设置在所述切刀安装座下表面上驱动装置;
与所述驱动装置传动连接的第一同步轮;
与所述螺母传动连接的第二同步轮;
设置在所述第一同步轮与所述第二同步轮之间的皮带。
优选为,所述切刀机构包括:
设置在所述切刀安装座上的第二滑动轨道;
与所述第二滑动轨道相连接的切刀安装板;
设置在所述切刀安装板上的切刀组件;
设置在所述切刀安装座上的第二驱动装置;
设置在所述切刀安装座上的丝杆;
套装在所述丝杆上、且与所述丝杆相配合连接的驱动套壳;所述驱动套壳与切刀安装板固定连接;
与所述丝杆传动连接的第三同步轮;
与所述第二驱动装置传动连接的第四同步轮;
设置在所述第三同步轮与所述第四同步轮之间的第二皮带。
优选为,所述驱动装置和第二驱动装置分别为伺服电机和第二伺服电机。
优选为,所述切刀组件包括:
设置在所述切刀安装板上的上切刀组件;
以及设置在所述切刀安装板上的下切刀组件。
本实用新型具有下述优点:本实用新型包括主机架装置、切管装置和PLC控制系统,其特征是所述的主机架装置上还有模具转盘装置,装管装置和卸管装置;三轴全自动调刀定位多刀纸管精切机机构,是运用了三工位多刀切管方式,实现了功能最大化。全部动作电脑数字控制,是一种高效,高速的全自动纸管精切机。
附图说明
图1是本实用新型切刀机构的结构示意图。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
参见图1所示,一种全自动调刀定位多刀纸管精切机切刀机构,其特征在于,所述全自动调刀定位多刀纸管精切机切刀机构,其切刀机构大于1组相同的切管装置,标配是5组装置,包括:
切刀安装座1;
设置在所述切刀安装座1上的切刀机构;
设置在所述切刀安装座1上、与所述切刀安装座1相连接切刀安装座移动装置;
以及与所述切刀机构、所述切刀安装座移动装置相连接控制器;
所述切刀安装座移动装置包括:
设置在所述切刀安装座1下表面上的滚珠螺母安装座2;
设置在所述螺母安装座2内的滚珠螺母3;
穿过所述滚珠螺母3与所述滚珠螺母3相配合连接的滚珠丝杆4;所述滚珠丝杆4两端固定无法转动;
设置在所述滚珠丝杆4两侧的滑动轨道5;
设置在所述切到安装座移动装置下表面上、与所述滑动轨道5相配合的滑块6;
设置在所述切刀安装座1下表面上伺服驱动装置7;
与所述伺服驱动装置7传动连接的第一同步轮8;
与所述滚珠螺母3传动连接的第二同步轮9;
设置在所述第一同步轮8与所述第二同步轮9之间的同步皮带10。
所述切刀机构包括:
设置在所述切刀安装座1上的第二滑动轨道套装11;
与所述第二滑动轨道套装11后端相连接的切刀安装板12;
设置在所述切刀安装板12上的切刀组件;
设置在所述切刀安装座1上的第二驱动装置13;
设置在所述切刀安装座1上的丝杆14;
套装在所述丝杆14上、且与所述丝杆14相配合连接的驱动滚珠螺母15;所述驱动滚珠螺母15与切刀安装板12固定连接;
与所述丝杆14传动连接的第三同步轮16;
与所述第二驱动装置13传动连接的第四同步轮17;
设置在所述第三同步轮16与所述第四同步轮17之间的第二同步皮带18。
所述驱动装置7和第二驱动装置13分别为伺服电机和第二伺服电机。
所述切刀组件包括:
设置在所述切刀安装板12上的上切刀组件;
以及设置在所述第二滑动轨道套装11上前端的下切刀组件。
本实施例的结构还需要说明的是,控制器为PLC控制器,每把刀的距离由数字控制设定,每把刀会按设定的数据自动走刀,实现了较高的自动化功能,适应了现代生产的需要,保证了质量,提高了效率。
使用时,例如在固定滚珠丝杆4上设计五把切刀机构,首先把五把刀切刀位置初始化,再设定第一切刀和第二切刀距离,第二切刀和第三切刀的距离,第三切刀和第四切刀的距离,第四切刀和第五切刀的距离。五把切刀组成一个整体在模具有效距离内移动,当切刀超出模具最大长度或切刀没有走到设定位置,当前切刀都会停止切管动作。实现了高效的数字移动快速的纸管精切,实现了本实用新型的功能。
这里还需要说明的是,上切刀组件和下切刀组件能够通过伺服电机控制器控制其工作或者停止。
以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种三轴全自动调刀定位多刀纸管精切机,其特征在于,包括:主机架装置、切管装置和PLC控制系统;以及,
设于所述主机架装置上的模具转盘装置、装管装置和卸管装置;
所述PLC控制系统用于驱动切管装置自动移动;
所述模具转盘装置包括:转盘驱动电机,分割器,工位转盘,切管模具,驱动,驱动为一个三等分的分割器,工位转盘安装在分割器上,带动切管模具形成一个三工位的转盘机构,即是自动装管装置,自动切管装置,自动卸管装置;所述自动装管装置,包括有:装管上料架,装管送料滚珠丝杆,装管送料滚珠螺母,装管送料滑块,装管送料道轨,装管送料滑块定位板,装管送料推管板和导管槽;所述的自动装管装置,由系统设定自动送纸管到导管槽上,由驱动伺服电机驱动装管送料滚珠螺杆、滚珠螺母、装管送料滑块、装管送料道轨、装管送料滑块定位板、装管送料推管板组成一个送管滑动平台,当纸管滑动到导管槽上时,装管伺服电机驱动送管滑动平台,把纸管安装在模具上;所述自动卸管装置包括卸管伺服电机,卸管滚珠丝杆,卸管滚珠螺母,卸管送料道轨底板,卸管送料道轨,卸管送料滑块,卸管送料滑块定位板,卸管送料臂,卸管输送架;所述的卸管滚珠丝杆,卸管滚珠螺母,卸管送料道轨底板,卸管送料道轨,卸管送料滑块,卸管送料滑块定位板,卸管送料臂组成一个卸管滑动平台,卸管伺服电机驱动卸管滑动平台,卸管送料臂套在卸管套上,把模具上已经切好的纸管在模具上卸出来,送到卸管输送架上。
2.根据权利要求1所述的一种三轴全自动调刀定位多刀纸管精切机,其特征在于,所述切管装置大于1组装置,标准是5组装置,所述的切管装置包括;切刀安装座;设置在所述切刀安装座上方的切刀机构;设置在所述切刀安装座下方的切刀安装座移动装置机构;以及电连接与所述切刀机构、所述切刀安装座移动装置机构的控制器;所述切刀安装座移动装置包括:设置在所述切刀安装座下表面上的滚珠螺母安装壳;设置在所述滚珠螺母安装壳内的滚珠螺母;穿过所述滚珠螺母与所述滚珠螺母相配合连接的滚珠丝杆4;所述滚珠丝杆4两端固定无法转动;设置在所述滚珠丝杆两侧的滑动轨道;设置在所述切刀安装座移动装置下表面上、与所述滑动轨道相配合的滑块;设置在所述切刀安装座下表面上驱动装置;与所述驱动装置传动连接的第一同步轮;与所述滚珠螺母传动连接的第二同步轮;设置在所述第一同步轮与所述第二同步轮之间的同步皮带相连;所述切刀机构包括:设置在所述切刀安装座上的第二滑动轨道;与所述第二滑动轨道相连接的切刀安装板;设置在所述切刀安装板上的切刀组件;设置在所述切刀安装座上的第二驱动装置;设置在所述切刀安装座上的滚珠丝杆14;且与所述滚珠丝杆相配合连接的滚珠螺母;所述滚珠螺母与切刀安装板固定连接;与所述丝杆传动连接的第三同步轮;与所述安装在第二驱动装置传动连接的第四同步轮;设置在所述第三同步轮与所述第四同步轮之间的第二同步皮带;所述驱动装置和第二驱动装置分别为伺服电机和第二伺服电机;所述切刀组件包括:设置在所述切刀安装板上的上切刀组件;以及设置在所述切刀安装板上的下切刀组件。
3.根据权利要求2中所述一种三轴全自动调刀定位多刀纸管精切机,其特征在于,所述全自动调刀定位多刀纸管精切机切刀机构,其切刀机构大于1组装置,标准是5组装置;切刀机构包括:
切刀安装座;
设置在所述切刀安装座上表面的切刀机构;
设置在所述切刀安装座下表面与所述切刀安装座相连接切刀安装座移动装置机构;
以及与所述切刀机构、所述切刀安装座移动装置机构相连接控制器;
所述切刀安装座移动装置机构包括:
设置在所述切刀安装座下的滚珠螺母安装壳;
设置在所述滚珠螺母安装壳内的滚珠螺母;
穿过所述滚珠螺母与所述滚珠螺母相配合连接的滚珠丝杆;所述滚珠丝杆两端固定而无法转动;
设置在所述滚珠丝杆两侧的滑动道轨;
设置在所述切刀安装座安装在滑动道轨面上与所述滑动轨道相配合的滑块;
设置在所述切刀安装座下表面上的驱动装置;
与所述驱动装置传动连接的第一同步轮,安装在伺服电机上;
与所述滚珠螺母传动连接的第二同步轮;
设置在所述第一同步轮与所述第二同步轮之间的同步皮带相连同步传动。
4.根据权利要求3所述的一种三轴全自动调刀定位多刀纸管精切机,其特征在于,所述切刀机构包括:
设置在所述切刀安装座上的第二滑动轨道;
与所述第二滑动轨道相连接的切刀安装板;
设置在所述切刀安装板上的切刀组件;
设置在所述切刀安装座上的第二驱动装置;
设置在所述切刀安装座上的滚珠丝杆;
套装在所述滚珠丝杆上、且与所述滚珠丝杆相配合连接的滚珠螺母;所述滚珠螺母与切刀安装板固定连接;
与所述的滚珠螺母连接的上切刀组件;
与所述的上切刀组件相连接的下切刀组件;
与所述滚珠丝杆传动连接的第三同步轮;
与所述第二驱动装置传动连接的第四同步轮;
设置在所述第三同步轮与所述第四同步轮之间的第二同步皮带相连同步传动。
5.根据权利要求4所述的一种三轴全自动调刀定位多刀纸管精切机,其特征在于,所述驱动装置和第二驱动装置分别为伺服电机和第二伺服电机。
6.根据权利要求2所述的一种三轴全自动调刀定位多刀纸管精切机,其特征在于,所述切刀组件包括:
设置在所述切刀安装板上的上切刀组件;
以及设置在所述切刀安装板上的下切刀组件;
还有设置切刀安装座的移动装置机构。
7.一种三轴全自动调刀定位多刀纸管精切机的切刀机构,其特征在于,包括如权利要求1至6任一项所述的全自动调刀定位多刀纸管精切机。
技术总结
本实用新型公开了一种三轴全自动调刀定位多刀纸管精切机及其切刀机构,包括主机架装置、切管装置和PLC控制系统,其特征是所述的主机架装置上还有模具转盘装置,装管装置和卸管装置;三轴全自动调刀定位多刀纸管精切机机构,是运用了三工位(装管、切管、卸管)同时转动,切刀上采用全自动多刀移位快速精切纸管方式,实现了功能最大化。全部动作PLC数字控制,是一种高效,高速的全自动纸管精切机。
技术研发人员:何旭海
受保护的技术使用者:何旭海
技术研发日:2017.12.11
技术公布日:2019.03.08



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号