

 修正带分切机
修正带分切机 定制型锂电材料分切机
定制型锂电材料分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 锂电池分切机
锂电池分切机 离型膜分切机
离型膜分切机


服务热线
180-5003-0233

本发明涉及新能源汽车动力电池用电解铜箔领域,更具体地说,尤其涉及一种宽幅铜箔防抽紧用导向辊、电解铜箔分切机。
背景技术:
分切工序是电解铜箔的必要工序。
申请人在进行电解铜箔,发现如下问题:
如说明书附图1-2所示,在对铜箔进行分切时,铜箔在分切时,对于大幅宽箔会向中间收紧,铜箔卷会起皱;针对这一问题,申请人采用人工法:启动分切机时要人工在铜箔中间部位用轻质珍珠棉棒适当的力合理的频率敲打,分散中间的抽紧的条纹,使箔面不抽紧。
但是,人工的方法存在的问题是,力道很难把握;而且,长时间的敲打,频率会逐渐降低,长时间的敲打,会造成被敲打的箔面有敲打印痕,已造成客户多次投诉。
对于上述问题,申请人在epo、cnki、himmpat中均进行了检索:
1铜箔and分切and抽紧检索得到的有效结果为0;
2铜箔and分切and(皱or纹),检索得到的有效结果依然为0;
也即,现有的文献中并没有对铜箔分切工序时大幅宽箔起皱进行过报道。而对于上述问题如何处理则更没有相关企业进行过研究。
技术实现要素:
本发明的目的在于针对上述现有技术的不足,提供一种宽幅铜箔防抽紧用导向辊、电解铜箔分切机。
一种宽幅铜箔防抽紧用导向辊,在导向辊的表面设置有第一侧螺纹段(3-1)、第二侧螺纹段(3-2),所述第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称设置;第一侧螺纹段(3-1)与第二侧螺纹段(3-2)的旋向相反;
导向辊的斜率k为:1/650~1/750;导向辊端部的直径为d端部,第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称处的导向辊的直径为d1,导向辊的端部到第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称处的长度(沿着导向辊中心轴线方向)为l,k=(d1-d端部)/2l;
螺纹与螺纹之间的凹槽宽度沿着中心轴线的方向的距离a为1.3~1.6mm,螺纹与螺纹之间的凹槽间距沿着中心轴线的方向的距离b为4.2~4.8mm;
螺纹凹槽的深度d=为0.8~1.0mm;
螺纹向外旋转的角度β=10°~15°;
螺纹倾斜的角度γ=75~83°;
进一步,k=1/700,a=1.5mm,b=3mm,β=12°,γ=80°,d=0.8mm。
进一步,d1=220mm,d端部=200mm,l=700mm。
进一步,第一侧螺纹段(3-1)与第二侧螺纹段(3-2)的对称位置与宽幅铜箔防抽紧用导向辊的中心位置重合。
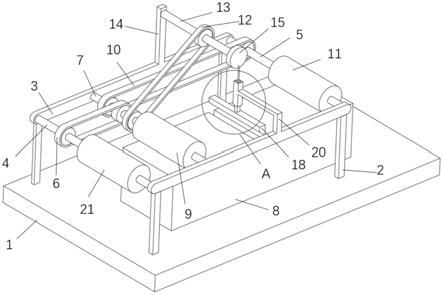
一种电解铜箔宽箔分切机,其包括:放卷辊(1)、分切机构(2)、近收卷辊导向辊(3)、收卷辊(4);电解铜箔从放卷辊(1)放卷后,经过分切机构(2)后得到的宽箔铜箔经过近收卷辊导向辊(3)后,收卷到收卷辊(4)上;近收卷辊导向辊(3)采用前述的宽幅铜箔防抽紧用导向辊。
进一步,宽箔为幅宽800mm以上的铜箔。
进一步,分切机构(2)得到的宽箔的中心位置与近收卷辊导向辊(3)的中心位置相对应。
本申请的有益效果在于:
第一,本申请的第一个发明点在于:申请人发现了:铜箔在分切时,得到宽箔会出现抽紧条纹现象;该现象为本申请首次报道。
第二,本申请第二个发明点在于:(一)提出了一种宽幅铜箔防抽紧用导向辊;二是近收卷辊导向辊(3)采用前述的宽幅铜箔防抽紧用导向辊(其他的导辊采用宽幅铜箔防抽紧用导向辊也没有效果)。
第三,本申请第三个发明点在于:本申请提出了提出了一种宽幅铜箔防抽紧用导向辊,其解决的核心问题是:铜箔的压痕问题。
附图说明
下面结合附图中的实施例对本发明作进一步的详细说明,但并不构成对本发明的任何限制。
图1是铜箔侧端板结晶特征示意图(现场图)。
图2是本申请的方案实施的效果图(现场图)。
图3是本申请的电解铜箔分切机的设计图。
图4是本申请的一种宽幅铜箔防抽紧用导向辊的设计图。
图5是本申请的宽幅铜箔防抽紧用导向辊的螺纹段的设计图。
图6是采用本申请的分切机分析后的的宽箔(现场图)。
具体实施方式
实施例一。
一、问题的发现
如背景技术所述:在对铜箔进行分切时,铜箔在分切时,对于大幅宽箔会向中间收紧,铜箔卷会起皱。
经过大量数据分析:分切得到的铜箔在800mm以上时,非常容易出现起皱。例如:1400mm的原箔,分切为三部分:300mm+800mm+300mm,800mm的铜箔分切部分会出现起皱,而300mm则出现起皱的概率较低。
也就是说,分切后的铜箔其幅宽越小,出现起皱现象的可能性越低。
二、原因解析
上述铜箔箔面起皱的原因是什么:
1)对于分切机而言,铜箔从放卷到收卷要通过7-9条轴,即经过的轴的数量较多;
2)轴与轴之间的间距不一定等距;
3)轴两端的轴承不一定使轴两端不摇摆;
4)轴用久后不一定全轴直径相等;
5)所有的轴不一定水平平行;
6)箔面厚度不一定均匀;
上述原因1~6,事实上对于生箔机、后处理也存在,但是,在生箔机、后处理机则基本没有出现起皱问题(生箔机而言,其幅宽更大)。
其原因在于:分切机而言,铜箔的收卷速度很快;并且,分切刀还要将铜箔分成几部分;上述造成了:分切机铜箔的张力要更大(可以理解成收卷辊收卷对铜箔的拉力要更大),并且,由于分切收卷有多个收卷辊,这会造成不同卷的铜箔收卷的张力也存在差异。
而由于前述原因2~6,铜箔内部的张力场分布也会差异,这种差异随着铜箔幅度的增加而愈发明显,最终的表现形式是起皱。
三、解决思路
根据前述原因分析,申请人的技术路线如下:
技术方案一,人工法换成机器法,即还是抽打铜箔(这是)。虽然技术方案一是申请人最容易想到的方案,但是,抽打法对于频率、抽打的力度控制要求非常高。需要针对各种情况进行研究。因此,采用机器法还无法达到非常好的效果,即无法彻底根除铜箔起皱的问题。
对此,申请人需要克服现有知识的偏见,从铜箔出现起皱的机理来看,其是由于张力场的不均匀性导致。对此,申请人提出如下设计:
一种电解铜箔宽箔分切机,其包括:放卷辊1、分切机构2、近收卷辊导向辊3、收卷辊4;电解铜箔从放卷辊1放卷后,经过分切机构2后得到的宽箔铜箔经过近收卷辊导向辊3后,收卷到收卷辊4上。
近收卷辊导向辊3的设计如下:
近收卷辊导向辊3的表面设置有第一侧螺纹段3-1、第二侧螺纹段3-2,所述第一侧螺纹段3-1与第二侧螺纹段3-2对称设置(即第一侧螺纹段3-1与第二侧螺纹段3-2的旋向相反);所述第一侧螺纹段3-1、第二侧螺纹段3-2对应于铜箔,且第一侧螺纹段3-1、第二侧螺纹段3-2的中心位置对应分切后铜箔的中心位置。
原理与问题:
从理论上说:铜箔起皱的原因是拉力场的不均匀,而本申请利用铜箔与近收卷辊导向辊3的摩擦力(近收卷辊导向辊3在快速转动时,铜箔会受到向从中间向两端的摩擦力f1、f2,从而使得铜箔向两端扩展,进而避免铜箔起皱),实现铜箔分切时起皱的问题。
但是,上述设计也存在以下问题:
电解铜箔的厚度非常薄,只有几μm,经过螺纹段,会导致铜箔形成压纹(jp2008290834a说明书第0005段中记载:铝箔的压痕迹线不会消失),而这是无法接受的。
基于上述理由,上述近收卷辊导向辊3的设计并非优选。
对于上述压纹的问题,申请人采用下述组合设计来解决:
1)近收卷辊导向辊3的斜率为:1/650~1/750,优先的的采用1/700(例如:端部直径220mm,中心处直径220mm;辊的长度1400mm);
2)螺纹与螺纹之间的凹槽宽度沿着中心轴线的方向的距离a为1.3~1.6mm,螺纹与螺纹之间的凹槽间距沿着中心轴线的方向的距离b为4.2~4.8mm;优先的,a=1.5mm,b=3mm(凹槽宽度与凹槽间距是核心,其不仅仅与两者之间的比例相关,而且与具体尺寸也有关系);
3)螺纹凹槽的深度d=为0.8~1.0mm;
4)螺纹向外旋转的角度β=10°~15°(小于10°时,提供的扩展力偏小,无法解决抽紧现象;大于15°时,会导致压痕);
5)螺纹倾斜的角度γ=80°。
即上述1)+2)+3)+4)+5)的配合这下,共同解决了铜箔压痕的问题。
此处需要说明的是,对于不同的金属材料,上述1)~5)的参数完全不同,例如:申请人在测试时,采用铝箔,a=0.8mm,b=2.5mm才能够避免压痕。
本申请的现场图如图6所示(k=1/700,a=1.5mm,b=3mm,β=12°,γ=80°)。
如图6所示,采用本申请的设计,得到的宽箔消除了抽紧条纹现象(分切后的铜箔)。进一步需要阐述的,在150°高温下处理后,也没有出现抽紧条纹;即满足锂电池用电解铜箔的性能要求。
以上所举实施例为本发明的较佳实施方式,仅用来方便说明本发明,并非对本发明作任何形式上的限制,任何所属技术领域中具有通常知识者,若在不脱离本发明所提技术特征的范围内,利用本发明所揭示技术内容所作出局部更动或修饰的等效实施例,并且未脱离本发明的技术特征内容,均仍属于本发明技术特征的范围内。
技术特征:
1.一种宽幅铜箔防抽紧用导向辊,在导向辊的表面设置有第一侧螺纹段(3-1)、第二侧螺纹段(3-2),所述第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称设置;第一侧螺纹段(3-1)与第二侧螺纹段(3-2)的旋向相反;
其特征在于,导向辊的斜率k为:1/650~1/750;导向辊端部的直径为d端部,第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称处的导向辊的直径为d1,导向辊的端部到第一侧螺纹段(3-1)与第二侧螺纹段(3-2)对称处的长度为l,k=(d1-d端部)/2l;
螺纹与螺纹之间的凹槽宽度沿着中心轴线的方向的距离a为1.3~1.6mm,螺纹与螺纹之间的凹槽间距沿着中心轴线的方向的距离b为4.2~4.8mm;
螺纹凹槽的深度d=为0.8~1.0mm;
螺纹向外旋转的角度β=10°~15°;
螺纹倾斜的角度γ=75~83°。
2.根据权利要求1所述的一种宽幅铜箔防抽紧用导向辊,其特征在于,k=1/700,a=1.5mm,b=3mm,β=12°,γ=80°,d=0.8mm。
3.根据权利要求1所述的一种宽幅铜箔防抽紧用导向辊,其特征在于,d1=220mm,d端部=200mm,l=700mm。
4.根据权利要求1所述的一种宽幅铜箔防抽紧用导向辊,其特征在于,第一侧螺纹段(3-1)与第二侧螺纹段(3-2)的对称位置与宽幅铜箔防抽紧用导向辊的中心位置重合。
5.一种电解铜箔宽箔分切机,其包括:放卷辊(1)、分切机构(2)、近收卷辊导向辊(3)、收卷辊(4);电解铜箔从放卷辊(1)放卷后,经过分切机构(2)后得到的宽箔铜箔经过近收卷辊导向辊(3)后,收卷到收卷辊(4)上;
其特征在于,近收卷辊导向辊(3)采用如权利要求1至4任意一项所述的宽幅铜箔防抽紧用导向辊。
6.根据权利要求5所述的一种电解铜箔宽箔分切机,其特征在于,宽箔为幅宽800mm以上的铜箔。
7.根据权利要求5所述的一种电解铜箔宽箔分切机,其特征在于,分切机构(2)得到的宽箔的中心位置与近收卷辊导向辊(3)的中心位置相对应。
技术总结
本发明公开了一种宽幅铜箔防抽紧用导向辊、电解铜箔分切机;属于新能源汽车动力电池电解铜箔技术领域;其技术要点包括:在导向辊的表面设置有第一侧螺纹段、第二侧螺纹段,所述第一侧螺纹段与第二侧螺纹段对称设置;第一侧螺纹段与第二侧螺纹段的旋向相反。采用本申请的一种宽幅铜箔防抽紧用导向辊、电解铜箔分切机,能够解决铜箔分切工序时大幅宽箔起皱的问题。
技术研发人员:王爱军;陈优昌;李建国;刘少华;陈伟华;陈正辉;谢伟成;黄练彬;廖爱珠;王裕艳;李为
受保护的技术使用者:广东嘉元科技股份有限公司
技术研发日:2021.06.30
技术公布日:2021.08.13