


 全自动切管机 PCA-1500
全自动切管机 PCA-1500 装管机 PCL-1200
装管机 PCL-1200 半自动切管机 PCS-1500
半自动切管机 PCS-1500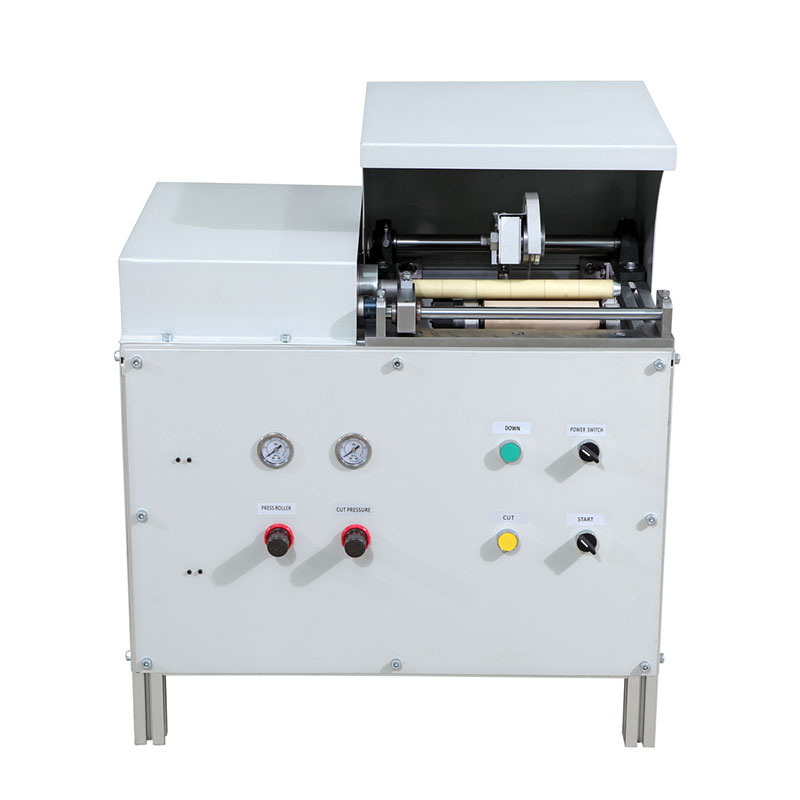 手动切管机 PCM-1000
手动切管机 PCM-1000 自动上下料的切纸管机
自动上下料的切纸管机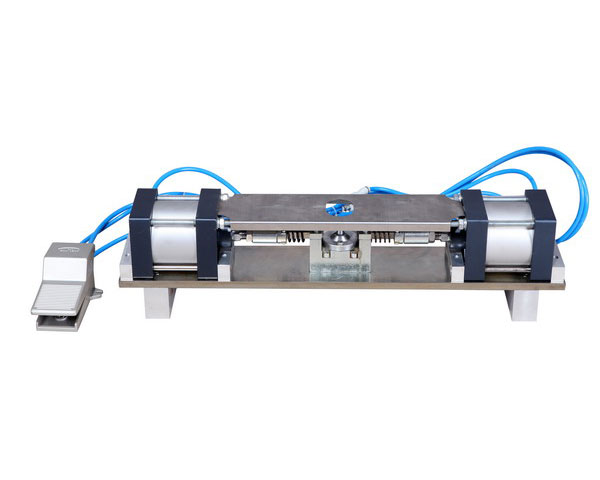 纸管冲孔机
纸管冲孔机服务热线
180-5003-0233

本实用新型涉及一种纸管精切装置。
背景技术:
现有的纸管精切机在生产中稳定性不高,会因为送料平台不稳定而导致纸管发生位移,因为滑块的损坏导致纸管送料运行不匀畅,会出现顿卡的现象,工作时纸管与轴芯同时转动,设备稳定性差,切断部位平整度差,容易出现剪刀口,而刀轴下料和送料时间出现波动,导致切管时出现双刀印或切刀断裂,这样就会影响到切管的质量,造成纸管报废,同时大量的报废不但会使生产效率降低,也会造成大量的浪费,增加生产成本,无法保证稳定的生产,也加大了维修人员的劳动强度。人工单个装卸原料成品,费工费时效率低,劳动强度大。
技术实现要素:
本实用新型的目的之一是提供一种全自动三工位数控纸管精切机,三工位同时工作,大大提高了工作效率,同时分切时芯轴不旋转,提高了设备稳定性,切断部位平整,产品精度及合格率高。
为达到上述目的,本实用新型采用的技术方案为:
一种全自动三工位数控纸管精切机,包括机架,所述的机架上设有送料装置、旋转盘、装料装置、分切装置、退料装置,所述的送料装置将待分切纸管输送到旋转盘;在旋转盘上设有装料、分切和退料三个工位,旋转盘上固定有三根结构相同的芯轴,旋转盘绕自身中心轴旋转,三个芯轴在上述三个工位间依次作业;所述的装料装置沿装料工位的芯轴轴向方向运动;所述的分切装置垂直分切工位的芯轴轴向方向设置所述的分切装置沿分切工位的芯轴轴向方向运动。
作为本实用新型所述的全自动三工位数控纸管精切机的一种优选方案,所述的分切装置包括分切刀、纸管固定机构、纸管旋转机构,纸管固定机构将纸 管固定在纸管旋转机构上,纸管旋转机构带动纸管同轴旋转,
作为本实用新型所述的全自动三工位数控纸管精切机的一种优选方案,所述的装料装置包括V型托管架、HG线性滑轨、纸管板,V型托管架与装料工位芯轴同轴分布,HG线性滑轨与装料工位芯轴平行,纸管板固定在HG线性滑轨一端,将V型托管架上的纸管推送到装料工位芯轴上。
作为本实用新型所述的全自动三工位数控纸管精切机的一种优选方案,所述的退料装置包括退料钩和与退料工位芯轴平行的退料杆,退料钩固定在退料杆上并可沿退料杆自由移动,退料工位芯轴上的纸管推送到下一工序。
进一步地,退料钩与退料杆铰接,在自然状态下退料钩与退料工位上的芯轴紧密压紧,当退料完成后,退料钩返回初始位置,退料工位的芯轴旋转将退料钩顶起并旋转到下一工位。
作为本实用新型所述的全自动三工位数控纸管精切机的一种优选方案,所述的送料装置包括供料区和送料区,供料区包括储料斗、供料支架、输送带,输送带沿供料支架竖直设置,输送带间隔一端距离设置纸管托管件,纸管托管件在输送带带动下由下向上将纸管逐一卡固传送;送料区包括倾斜送料台和设置在倾斜送料台末端的挡料件和放料件,输送带将纸管传送到倾斜送料台上逐一排列在倾斜送料台上并在重力作用下依次向挡料件及放料件方向滚动。
有益效果:
本实用新型公开的全自动三工位数控纸管精切机,三工位同时工作,大大提高工作效率。HG线性滑轨支撑,精度高,寿命长,运动稳定。控制系统采用数控伺服电机控制,加工长度可随意更改,可在原材料上统一切出不同长度以满足需要,减少浪费较长料头。加工时管芯不转,减少设备震动,提高稳定性,减少切刀由芯轴跳动带来的伤害,提高切口平整度,降低杜绝剪刀口形成,降低整机功率,提高产品质量。
附图说明
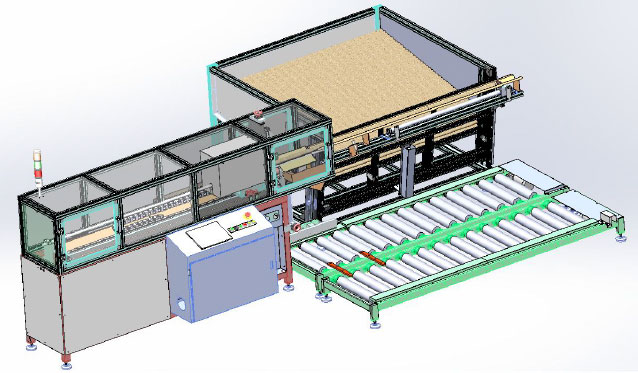
图1为所述全自动三工位数控纸管精切机结构示意图。
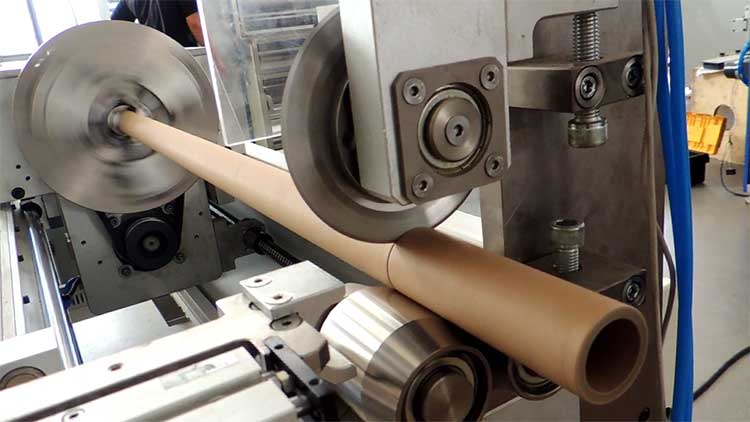
图2为分切装置放大剖面示意图。
1、机架 2、纸管 10、送料装置 11、供料区 111、储料斗 112供料支架 113、输送带 114、纸管托管件 12、送料区 20、旋转盘 201、装料工位 202、分切工位 203、退料工位 210、芯轴 30、送料装置 31、V型托管架 32、HG线性滑轨 33、纸管板 40、分切装置 41、分切刀 42、纸管固定机构 43、纸管旋转机构 50、退料装置 51、退料钩 52、退料杆
具体实施方式
下面结合附图和具体实施方式对本实用新型作进一步详细说明。
实施例1
如图所示,一种全自动三工位数控纸管精切机,包括机架1,所述的机架1上设有送料装置10、旋转盘20、装料装置30、分切装置40、退料装置50,所述的送料装置10将待分切纸管输送到旋转盘20;在旋转盘20上设有装料工位201、分切工位202和退料工位203三个工位,旋转盘上固定有三根结构相同的芯轴210,旋转盘绕自身中心轴旋转,三个芯轴210在上述三个工位间依次作业。
送料装置10包括供料区11和送料区12,供料区11包括储料斗111、供料支架112、输送带113,输送带113沿供料支架112竖直设置,输送带113间隔一端距离设置纸管托管件114,纸管托管件114在输送带113带动下由下向上将纸管2逐一卡固传送。
送料区12包括倾斜送料台121和设置在倾斜送料台末端的挡料件122和放料件123,输送带113将纸管传送到倾斜送料台121上逐一排列在倾斜送料台上121并在重力作用下依次向挡料件122及放料件123方向滚动。
装料装置30沿装料工位201的芯轴210轴向方向运动,装料装置30包括V型托管架31、HG线性滑轨32、纸管板33,V型托管架31与装料工位201芯轴210同轴分布,HG线性滑轨32与装料工位201芯轴210平行,纸管板33固定在HG线性滑轨32一端,将V型托管架31上的纸管推送到装料工位201芯轴210上;
分切装置40包括分切刀41、纸管固定机构42、纸管旋转机构43,纸管固定机构42将纸管2固定在纸管旋转机构43上,纸管旋转机构43带动纸管2同轴旋转,分切刀41垂直分切工位202的芯轴210轴向方向设置,整个分切装置沿分切工位的芯轴轴向方向运动,对芯轴上的纸管进行分切。
退料装置50包括退料钩51和与退料工位203芯轴210平行的退料杆52,退料钩51固定在退料杆52上并可沿退料杆自由移动,退料工位203芯轴210上的纸管2推送到下一工序。
进一步地,退料钩51与退料杆52铰接,在自然状态下退料钩51与退料工位203芯轴210紧密压紧,当退料完成后,退料钩51返回初始位置,退料工位203芯轴210旋转将退料钩51顶起并旋转到下一工位。
虽然说明书中对本实用新型的实施方式进行了说明,但这些实施方式只是作为提示,不应限定本实用新型的保护范围。在不脱离本实用新型宗旨的范围内进行各种省略、置换和变更均应包含在本实用新型的保护范围内。

技术特征:
1.一种全自动三工位数控纸管精切机,包括机架,所述的机架上设有送料装置、旋转盘、装料装置、分切装置、退料装置,所述的送料装置将待分切纸管输送到旋转盘;在旋转盘上设有装料、分切和退料三个工位,旋转盘上固定有三根结构相同的芯轴,旋转盘绕自身中心轴旋转,三个芯轴在上述三个工位间依次作业;所述的装料装置沿装料工位的芯轴轴向方向运动;所述的分切装置垂直分切工位的芯轴轴向方向设置,所述的分切装置沿分切工位的芯轴轴向方向运动。
2.根据权利要求1所述的全自动三工位数控纸管精切机,其特征在于:所述的分切装置包括分切刀、纸管固定机构、纸管旋转机构,纸管固定机构将纸管固定在纸管旋转机构上,纸管旋转机构带动纸管同轴旋转。
3.根据权利要求1所述的全自动三工位数控纸管精切机,其特征在于:所述的装料装置包括V型托管架、HG线性滑轨、纸管板,V型托管架与装料工位芯轴同轴分布,HG线性滑轨与装料工位芯轴平行,纸管板固定在HG线性滑轨一端,将V型托管架上的纸管推送到装料工位芯轴上。
4.根据权利要求1所述的全自动三工位数控纸管精切机,其特征在于:所述的退料装置包括退料钩和与退料工位芯轴平行的退料杆,退料钩固定在退料杆上并可沿退料杆自由移动,退料工位芯轴上的纸管推送到下一工序。
5.根据权利要求4所述的全自动三工位数控纸管精切机,其特征在于:所述的退料钩与退料杆铰接,在自然状态下退料钩与退料工位上的芯轴紧密压紧,当退料完成后,退料钩返回初始位置,退料工位的芯轴旋转将退料钩顶起并旋转到下一工位。
6.根据权利要求1所述的全自动三工位数控纸管精切机,其特征在于:所述的送料装置包括供料区和送料区,供料区包括储料斗、供料支架、输送带,输送带沿供料支架竖直设置,输送带间隔一端距离设置纸管托管件,纸管托管件在输送带带动下由下向上将纸管逐一卡固传送;送料区包括倾斜送料台和设置在倾斜送料台末端的挡料件和放料件,输送带将纸管传送到倾斜送料台上逐一排列在倾斜送料台上并在重力作用下依次向挡料件及放料件方向滚 动。
技术总结
本实用新型公开了一种全自动三工位数控纸管精切机,包括机架,所述的机架上设有送料装置、旋转盘、装料装置、分切装置、退料装置,所述的送料装置将待分切纸管输送到旋转盘;在旋转盘上设有装料、分切和退料三个工位,旋转盘上固定有三根结构相同的芯轴,旋转盘绕自身中心轴旋转,三个芯轴在上述三个工位间依次作业;所述的装料装置沿装料工位的芯轴轴向方向运动;所述的分切装置垂直分切工位的芯轴轴向方向设置所述的分切装置沿分切工位的芯轴轴向方向运动。
技术研发人员:魏荣亮
受保护的技术使用者:魏荣亮
文档号码:201620638168
技术研发日:2016.06.23
技术公布日:2017.03.01



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号