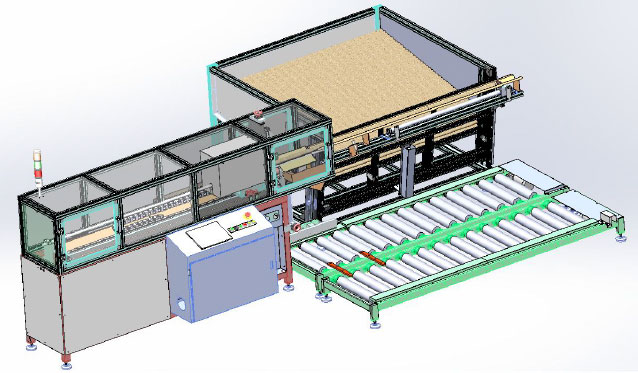



 全自动切管机 PCA-1500
全自动切管机 PCA-1500 装管机 PCL-1200
装管机 PCL-1200 半自动切管机 PCS-1500
半自动切管机 PCS-1500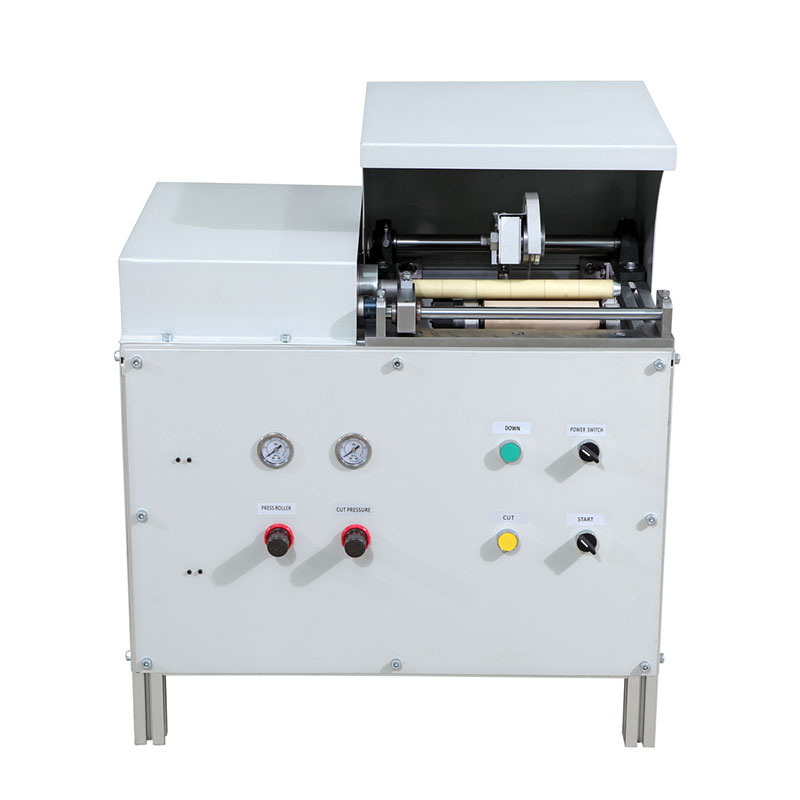 手动切管机 PCM-1000
手动切管机 PCM-1000 自动上下料的切纸管机
自动上下料的切纸管机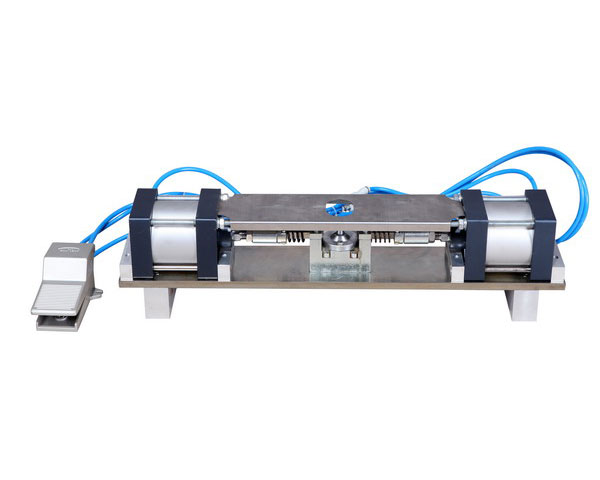 纸管冲孔机
纸管冲孔机服务热线
180-5003-0233

本发明涉及一种切割装置,具体涉及一种方形纸管精切机。
背景技术:
近几年来,方形纸管逐渐被广泛应用,市场需求日益扩大,然而在其生产过程中,并没有相应的精切工艺技术来对其进行切割,市场上也没有专业的精切设备。现有的企业为提高效率,多数采用木工精密推台锯来锯切方形纸管。
但由于方形纸管是纸质空心状态,采用锯片推切时端口会产生毛口或毛刺,且还会产生大量粉尘,这样会使得生产环境恶劣,且不环保,然后后期需要花费大量的人力物力来清理这些端口和粉尘,即便这些端口经过人工清理,但依旧不美观,且产生的粉尘需要增加吸尘设备,严重影响生产成本。
技术实现要素:
本发明针对现有技术所存在的毛口、毛刺及粉尘问题,而提供一种方形纸管精切机,包括机架,所述的机架上设有电动机c,电动机c位于机架的前端,电动机c的电机轴上设有带轮b且两者之间通过建连接,带轮b与带轮a通过皮带连接,带轮a设在空心轴上,空心轴通过两个大轴承水平安装在机架上,且空心轴位于电动机c的上方,所述的空心轴前端设有轴锁紧螺母,所述的空心轴内设有连接螺杆,连接螺杆上设有杆锁紧螺母且杆锁紧螺母与空心轴前端的端面相接触,所述的连接螺杆的后端与模具棍通过圆锥体连接,圆锥体位于空心轴内部,所述的圆锥体与空心轴固定连接,所述的模具棍上设有方形纸管,所述的机架内设有气缸,气缸的输出杆上设有转板b的一端,转板b的另一端与转板a的一端连接,且转板a与转板b安装在机架的后端壁面上,所述的转板a的另一端上设有模具定心套,所述的模具定心头的轴线与模具棍的直线位于同一平面,所述的机架后端上设有电动机b,电动机b与传动轴的一端通过联轴器连接,传动轴通过轴承水平安装在机架上,传动轴的另一端上设有锥齿轮b且两者之间通过键连接,锥齿轮b与锥齿轮a相啮合,锥齿轮a安装在调节丝杆a的一端上且两者之间通过键连接,调节丝杆a的另一端通过轴承安装在机架上且调节丝杆a的轴线与传动轴的轴线相垂直,所述的调节丝杆a上设有螺母,螺母上设有轴承支座,轴承支座与花键轴的一端通过轴承连接,花键轴的另一端与电动机a通过联轴器连接,所述的传动轴靠近电动机b的那一端设有锥齿轮d,锥齿轮d与锥齿轮c相啮合,锥齿轮c设在调节丝杆b的一端上且两者之间通过键连接,调节丝杆b的另一端通过轴承安装在机架上,所述的调节丝杆b与调节丝杆a位于同一平面且调节丝杆b的轴线与调节丝杆a的轴线呈平行状态,所述的调节丝杆b上同样安装有一个螺母及一个轴承支座,且所述的螺母与轴承支座连接,轴承支座与花键轴通过轴承连接,所述的电动机a通过底板安装在调节丝杆b的螺母上,所述的花键轴上设有靠模轮,靠模轮与滑动刀杆的一端接触,滑动刀杆的另一端设有精切刀片,精切刀片与拉簧的一端连接,拉簧的另一端与刀杆座连接,且拉簧套在滑动刀杆上,所述的滑动刀杆安装在刀杆座内且滑动刀杆的两端位于刀杆座的外面,刀杆座下面设有燕尾滑板,燕尾滑板设在支撑架的上端面,支撑架安装在机架上。
所述的模具棍靠近空心轴那一端上设有定位圈,所述的模具棍与圆锥体在圆锥体的端面处焊接成一体。
所述的模具棍后端形状为一直径相同的圆柱体跟半球体的组合,所述的半球体的直径与模具定心套的内孔直径相同。
所述的花键轴上设有数量不少于5个的靠模轮,且靠模轮均匀分布在花键轴上,所述的靠模轮侧面形状为一弧形饶轴线旋转而成。
所述的刀杆座与燕尾滑板滑动连接,燕尾滑板的延伸线与模具棍的轴线平行,所述的刀杆座与滑动刀杆滑动连接。
所述的滑动刀杆中间位置为花键形状。
所述的电动机a、电动机b及电动机c均由plc控制,所述的电动机a、电动机b及电动机c上均设有刹车装置。
本发明的优点在于:通过设置一台方形纸管精切机,以此代替传统的木工推台锯切设备,这样可以消除毛口、毛刺和粉尘的产生,可节省精切后所需打磨毛口、毛刺和清理粉尘的人工成本,同时优化车间的生产环境。
附图说明
图1是本发明的主视图。
图2是图1的a-a处的剖视图。
图3是本发明的俯视图。
其中,1、连接螺杆,2、杆锁紧螺母,3、轴锁紧螺母,4、大轴承,5、带轮a,6、锥齿轮a,7、空心轴,8、调节丝杆a,9、锥齿轮b,10、刀杆座,11、支撑架,12、精切刀片,13、靠模轮,14、传动轴,15、模具棍,16、方形纸管,17、调节丝杆b,18、电动机a,19、底板,20、电动机b,21、锥齿轮c,22、锥齿轮d,23、模具定心套,24、转板a,25、转板b,26、气缸,27、机架,28、电动机c,29、带轮b,30、皮带,31、螺母,32、轴承支座,33、花键轴,34、滑动刀杆,35、拉簧,36、燕尾滑板,37、定位圈
具体实施方式
下面结合附图与实施例对本发明作进一步说明。
如图1-图3所示:一种方形纸管精切机,其中选取长40cm、厚度为3mm的方形纸管16进行说明,先正转启动电动机b20,然后电动机b20通过传动轴14上的锥齿轮d22、锥齿轮b9来带动锥齿轮a6及锥齿轮c21,接着锥齿轮a6与锥齿轮c21使调节丝杆a8跟调节丝杆b17发生转动,然后会使这两条调节丝杆上的螺母31向着模具棍15的反方向移动,通过这样将靠模轮13及花键轴33向传动轴14方向移动一段距离,然后靠模轮13与滑动刀杆34分离开,接着原先处于拉伸状态的拉簧35会往回缩,并将精切刀片12拉回去一段距离,这样精切刀片12就会移动到可避空安装模具棍15和方形纸管16的位置。
然后将方形纸管16套入模具棍15中,模具棍15上的定位圈37可对方形纸管16进行限位,不会让其跟定位圈37与锥形块之间的焊接处接触,从而保证模具棍15在旋转的时候不会受到损坏,安装好方形纸管16后,将模具定心套23套入模具棍15后端的半球体处,以此将模具棍15固定住,不会使模具棍15在转动的时候发生震动,影响方形纸管16的切割。
接着反转电动机b20跟启动电动机a18,电动机b20会使电动机a18与花键轴33向着原先的方向返回,然后带动花键轴33,花键轴33又使靠模轮13发生转动,随后靠模轮13逐渐与滑动刀杆34的尖角接触,并推着精切刀片12向着方形纸管16的方向移动,而且会慢慢拉伸拉簧35,当精切刀片12与方形纸管16接触的瞬间,立即停止电动机b20,随后精切刀片12会停在当前位置,而该发明的三台电动机均设有刹车装置,这会使电动机在停止时电机轴会立刻停下来,不会由于惯性而继续转动,从而影响精切刀片12进给距离,影响方形纸管16切割。
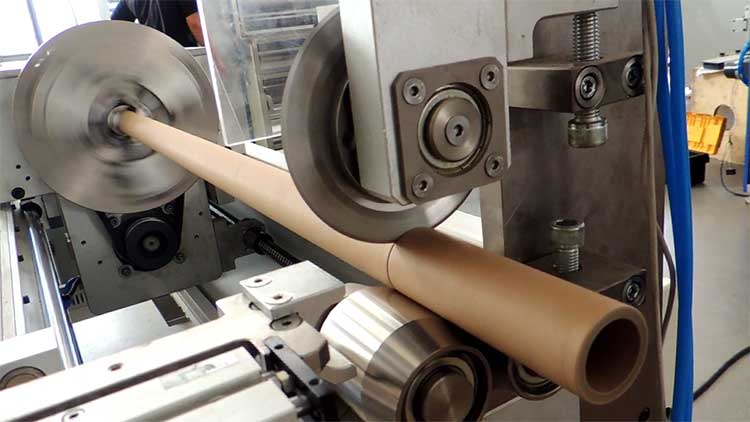
接着再同时启动电动机b20与电动机c28,然后电动机c28会通过带轮a5、带轮b29与皮带30带动空心轴7,随后空心轴7会使模具棍15转动起来,而另一边,电动机b20向方形纸管16方向进刀3mm,每刀可进给0.3mm,这样靠模轮13就会推动滑动刀杆34,使精切刀片12对方形纸管16进行切割,而靠模轮13的弧形外形是完全模仿了方形纸管16旋转过程中外壁每一点的运动轨迹来做成的,这样能保证精切刀片12能刚好将方形纸管16切割下来,不会因为进给过多而切割到模具棍15或进给过少而切割不断纸管,以此做到纸管的精切,另外,滑动刀杆34的中间轴段设置成花键轴式,这样方便滑动刀杆34的定位及滑动,而拉簧35由于其具有伸缩性,可以很好完成靠模轮13传动过来的运动,使精切刀片12可以完全贴合方形纸管16的旋转轨迹,以此完成精切工作,然后模具棍15处于高速旋转,这样切割出来的纸管,不会产生毛头、毛刺及粉尘等问题。
切割完方形纸管16后,再正转电动机b20使精切刀片12离开模具棍15,然后将切割好的纸管取下来,再重复上述过程,进行下一次的切割工作。
然后进行不同直径的方形纸管16的切割工作时,可松开杆锁紧螺母2,将模具棍15取下来,然后换上相应的模具棍15,以此让该精切机适应不同直径的纸管切割。
通过以上设置便可消除毛口、毛刺和粉尘的产生,节省精切后所需打磨毛口和清楚粉尘的人工成本,优化车间的生产环境。
上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
技术特征:
技术总结
本发明公开了一种方形纸管精切机,包括机架,所述的机架上设有电动机C,电动机C位于机架的前端,电动机C的电机轴上设有带轮B且两者之间通过建连接,带轮B与带轮A通过皮带连接,带轮A设在空心轴上,空心轴通过两个大轴承水平安装在机架上,且空心轴位于电动机C的上方,所述的空心轴前端设有轴锁紧螺母,所述的空心轴内设有连接螺杆,连接螺杆上设有杆锁紧螺母且杆锁紧螺母与空心轴前端的端面相接触,所述的连接螺杆的后端与模具棍通过圆锥体连接,通过设置一台方形纸管精切机,以此代替传统的木工推台锯切设备,这样可以消除毛口、毛刺和粉尘的产生,可节省精切后所需打磨毛口、毛刺和清理粉尘的人工成本,同时优化车间的生产环境。
技术研发人员:王殿海
受保护的技术使用者:广州海方科技股份有限公司
技术研发日:2018.12.17
技术公布日:2019.03.19



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号