

 定制型锂电材料分切机
定制型锂电材料分切机 修正带分切机
修正带分切机 新能源超薄膜分切机
新能源超薄膜分切机 pet薄膜分切机
pet薄膜分切机 胶带分切机
胶带分切机 薄膜分切机
薄膜分切机服务热线
180-5003-0233

本实用新型涉及分切机技术领域,具体是指一种动力电池极片分切上刀架调整量化机构。
背景技术:
动力锂离子电池极片分切是动力电池生产过程中最关键一道工序,特别是受材料涂层化学成分,箔材的厚薄等因素的影响,造成在生产过程中产生不良品。特别是调节上下刀轴的位置,需要靠人工的经验来确定上下刀分切的最佳状态。有调整的时间长,浪费材料多的缺点。
分切技术是锂电池行业生产过程中必不可少的工序,也是直接影响电池质量,产量等各项性能的关键工序,基于此,本实用新型设计了一种用于全自动动力电池分切上刀调整量化机构,以解决上述问题。
技术实现要素:
本实用新型的目的是克服以上的技术缺陷,提供一种动力电池极片分切上刀架调整量化机构,提高人工工作效率,节约原材料。
为解决上述技术问题,本实用新型提供的技术方案为:一种动力电池极片分切上刀架调整量化机构,包括下刀架机构、电子刀机构、上刀架机构和千分表微调机构,所述下刀架机构中设置有拨盘和右支撑架,所述下刀架机构通过外部动力驱动拨盘和下刀轴组件,所述拨盘和下刀轴组件通过外部动力转动,形成独立的动力驱动,所述右支撑架、左支撑架与上刀架机构中工作台左支撑板、工作台右支撑板连接,所述上刀架机构包括工作台底板、直线导轨、齿条和磁栅尺系统,所述直线导轨和齿条上下排列安装在工作台底板上,所述直线导轨、齿条与电子刀机构中齿轮转轴组件、滑块组合手工传动,所述电子刀机构中包括上刀轴组件、防护吸尘组件、燕尾前后微调组件、精密微分头左右偏摆微调组件、精密微分头上下偏摆微调组件、可调气缸和精密导轨,所述可调气缸、传感器、齿轮转轴组件安装在气缸连接板上,所述精密导轨、上下滑块过渡板安装在可调气缸的伸缩端,所述精密导轨安装在滑块固定板的侧壁,所述上刀轴组件、防护吸尘组件、伺服电机切刀组件和防护吸尘组件安装在上刀轴组件上,所述伺服电机切刀组件和上刀轴组件用同步带传动,所述千分表微调机构包括千分表、精密滚珠丝杠、丝杆调节手柄、导轨锁紧螺钉和导轨锁紧块,所述精密滚珠丝杠的伸缩位移传递给千分表。
本实用新型与现有技术相比的优点在于:本实用新型解决了在调节上下刀轴的位置时,需要靠人工的经验来确定上下刀分切的最佳状态,有效的提高人工工作效率,为客户厂家节约原材料。
作为改进,所述传感器为精密接触传感器。
作为改进,所述传感器在精密导轨上通过手柄进行位置调节。
作为改进,所述磁栅尺系统通过齿轮转轴组件和齿条手动横向移动反馈的数据信号传输至显示器显示准确的位置数据。
作为改进,所述下刀轴组件的一侧安装有传动拨盘,所述下刀轴组件通过传动拨盘进行驱动。
附图说明
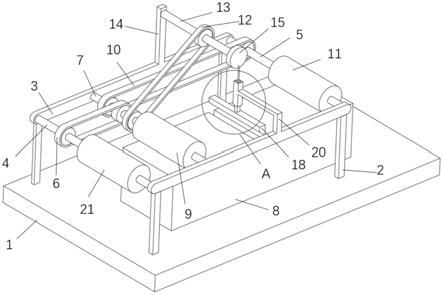
图1是本实用新型一种动力电池极片分切上刀架调整量化机构的结构示意图。
图2是本实用新型一种动力电池极片分切上刀架调整量化机构的下刀架机构结构示意图。
图3是本实用新型一种动力电池极片分切上刀架调整量化机构的电子刀机构结构示意图。
图4是本实用新型一种动力电池极片分切上刀架调整量化机构的上刀架机构结构示意图。
图5是本实用新型一种动力电池极片分切上刀架调整量化机构的千分表微调机构结构示意图。
如图所示1、上刀架机构,101、组件底板组件,102、下刀轴组件,103、刀架调节导辊组件,104、拨盘,105、右支撑架,106、左支撑架,2、电子刀机构,201、上刀轴组件,202、防护吸尘组件,203、燕尾前后微调组件,204、精密微分头左右偏摆微调组件,205、精密微分头上下偏摆微调组件,206、气缸连接板,207、可调气缸,208、精密导轨,209、伺服电机,210、传感器,211、滑块,212、上下滑块过渡板,213、齿轮转轴组件,214、滑块固定板,3、上刀架机构,301、工作台底板组件,302、直线导轨,303、齿条,304、磁栅尺系统,305、工作台右支撑板,306、工作台左支撑板,4、千分表微调机构机构,401、千分表,402、精密滚珠丝杠,403、丝杆调节手柄,404、导轨锁紧螺钉,405、导轨锁紧块。
具体实施方式
下面结合附图对本实用新型做进一步的详细说明。
一种动力电池极片分切上刀架调整量化机构,包括下刀架机构1、电子刀机构2、上刀架机构3和千分表微调机构4,所述下刀架机构1中设置有拨盘104和右支撑架105,所述下刀架机构1通过外部动力驱动拨盘104和下刀轴组件102,所述拨盘104和下刀轴组件102通过外部动力转动,形成独立的动力驱动,所述右支撑架105、左支撑架106与上刀架机构3中工作台左支撑板305、工作台右支撑板306连接,所述上刀架机构3包括工作台底板301、直线导轨302、齿条303和磁栅尺系统304,所述直线导轨302和齿条303上下排列安装在工作台底板301上,所述直线导轨302、齿条303与电子刀机构2中齿轮转轴组件213、滑块211组合手工传动,所述电子刀机构2中包括上刀轴组件201、防护吸尘组件202、燕尾前后微调组件203、精密微分头左右偏摆微调组件204、精密微分头上下偏摆微调组件205、可调气缸207和精密导轨208,所述可调气缸207、传感器210、齿轮转轴组件213安装在气缸连接板206上,所述精密导轨208、上下滑块过渡板212安装在可调气缸207的伸缩端,所述精密导轨208安装在滑块固定板214的侧壁,所述上刀轴组件201、防护吸尘组件202、伺服电机切刀组件209和防护吸尘组件202安装在上刀轴组件201上,所述伺服电机切刀组件209和上刀轴组件201用同步带传动,所述千分表微调机构4包括千分表401、精密滚珠丝杠402、丝杆调节手柄403、导轨锁紧螺钉404和导轨锁紧块405,所述精密滚珠丝杠402的伸缩位移传递给千分表401。
所述传感器210为精密接触传感器。
所述传感器210在精密导轨208上通过手柄进行位置调节。
所述磁栅尺系统304通过齿轮转轴组件213和齿条303手动横向移动反馈的数据信号传输至显示器显示准确的位置数据。
所述下刀轴组件102的一侧安装有传动拨盘104,所述下刀轴组件102通过传动拨盘104进行驱动。
本实用新型在具体实施时,物料以圆柱筒状包含物料和卷料筒通过气胀的方式被固定在放卷机构上,经过传动辊机构,进入分切刀机构分切,分切的过程中根据不同的材料条件,调节电子刀机构中的可调气缸207,调节上刀片切入下刀片的吃刀深度,调节204精密微分头左右偏摆机构,调节上刀片切入的左右纵向角度,调节205精密微分头上下偏摆微调组件调节上刀片切入下刀片横向截面的角度,调整203燕尾前后微调组件可调整上刀平对下刀片中心位置的偏移量。
以上对本实用新型及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。



Copyright © 2010-2025,Xiamen Delish Automation Equipment Co.,Ltd. All Rights Reserved. 以改变,应万变
闽公网安备35021202000612号|闽ICP备2023012326号